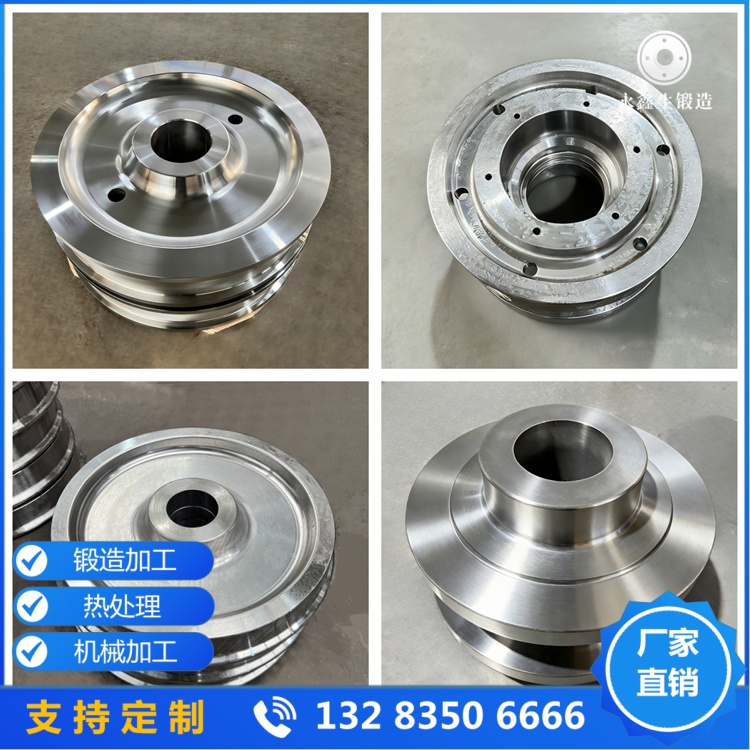
大吨位门式起重机车轮锻件,锻造细节决定使用寿命
随着工业生产向大型化、重载化方向发展,大吨位门式起重机在港口、钢厂、大型堆场等场景中的应用越来越广泛。这类起重机的额定起重量可达数十吨甚至上百吨,运行过程中,车轮锻件需承受巨大的载荷和反复的冲击,其使用寿命直接影响设备的运行效率和维护成本。对于大吨位门式起重机车轮锻件而言,锻造过程中的每一个细节,从原材料处理到锻打成型、冷却、热处理,都直接决定了锻件的品质和使用寿命,细节把控不到位,极易导致锻件早期磨损、变形、断裂,缩短使用寿命。
原材料处理的细节,是决定车轮锻件使用寿命的基础。大吨位门式起重机车轮锻件需选用高强度、高韧性、抗磨损的合金钢材,如40Cr、60Si2Mn、42CrMo等,而原材料的细节处理直接影响钢材的性能。首先,原材料进场后,需进行严格的化学成分检测和探伤检验,确保钢材中无有害杂质、无裂纹、无气孔等缺陷,若钢材存在细微缺陷,在锻造和使用过程中,这些缺陷会不断扩大,导致锻件开裂。其次,对钢材进行表面清理时,需彻底去除表面的氧化皮、铁锈和油污,避免这些杂质在锻打过程中嵌入锻件内部,形成应力集中点,降低锻件的强度和耐磨性。此外,坯料切割时,需确保切口平整、无毛刺,切割尺寸精准,避免因坯料尺寸偏差导致锻打过程中受力不均,影响锻件质量。

加热环节的细节控制,是保障锻件品质、延长使用寿命的关键。大吨位车轮锻件的坯料尺寸较大,加热过程中,需确保坯料受热均匀,避免局部过热或加热不足。加热温度需根据钢材材质精准控制,例如42CrMo材质的坯料,加热温度需控制在1150-1200℃,温度过高会导致钢材氧化烧损、晶粒粗大,降低锻件的韧性和耐磨性;温度过低则会导致坯料硬度较高,锻打时易出现裂纹。同时,加热时间需根据坯料尺寸进行调整,大尺寸坯料需延长加热时间,确保内部温度与表面温度一致,避免因内外温差过大产生内应力。此外,加热过程中需定期翻动坯料,确保坯料各部位受热均匀,提升锻件的致密度。
锻打成型的细节,直接影响锻件的内部组织和力学性能,进而决定使用寿命。大吨位门式起重机车轮锻件采用模锻工艺,锻打过程中,需控制好锻打力度、变形量和锻打次数。每道次锻打的变形量需控制在合理范围内,通常为10%-20%,变形量过大易导致锻件开裂,变形量过小则无法充分细化晶粒,无法提升锻件的致密度。锻打力度需均匀,避免局部受力过大,导致锻件局部变形、裂纹。此外,锻打过程中,需及时清除锻件表面的氧化皮,避免氧化皮嵌入锻件内部,形成缺陷。锻打成型后,需对锻件进行整形处理,确保轮缘厚度、踏面弧度、孔径等关键尺寸精准,避免因尺寸偏差导致车轮与轨道贴合不紧密,运行过程中产生不均匀磨损,缩短使用寿命。
冷却环节的细节把控,能够有效避免锻件产生内应力,防止开裂变形。大吨位车轮锻件锻打成型后,温度较高,需采用缓慢冷却工艺,通常采用炉冷方式,冷却速度控制在30-50℃/小时。冷却过程中,需对锻件进行保温处理,确保锻件均匀冷却,逐步释放内应力,避免因冷却速度过快导致锻件内部与表面温差过大,产生裂纹。此外,冷却过程中需避免锻件受到碰撞、挤压,防止锻件变形,影响尺寸精度和使用效果。
热处理环节的细节,是提升锻件力学性能、延长使用寿命的核心。大吨位门式起重机车轮锻件需经过淬火、回火等热处理工艺,调整内部组织,提升硬度、强度和抗磨损性能。淬火过程中,需控制好淬火温度和冷却速度,淬火温度需根据材质确定,冷却速度需均匀,避免出现淬火裂纹;回火过程中,需控制好回火温度和时间,消除淬火内应力,提升锻件的韧性,避免锻件因脆性过大导致断裂。例如,40Cr材质的车轮锻件,经过淬火(850-880℃)+回火(550-600℃)处理后,硬度可达HB280-HB320,抗拉强度可达800MPa以上,抗磨损性能和抗冲击性能显著提升,能够有效延长使用寿命。
检验环节的细节,能够及时发现锻件缺陷,避免不合格产品投入使用。大吨位车轮锻件检验时,除了常规的外观检验、尺寸精度检验和力学性能检验外,还需进行严格的无损检测,采用超声波检测、磁粉检测等方式,检查锻件内部是否有隐藏裂纹、气孔等缺陷。对于发现的细微缺陷,需及时进行修复处理,若缺陷无法修复,则需报废处理,避免不合格锻件投入使用,导致早期损坏,影响设备运行安全和使用寿命。
实践证明,锻造细节把控到位的大吨位门式起重机车轮锻件,使用寿命可达到8-10年,而细节把控不当的锻件,使用寿命仅为2-3年,甚至更短。因此,对于大吨位门式起重机车轮锻件,必须重视锻造过程中的每一个细节,严格控制原材料处理、加热、锻打、冷却、热处理和检验等环节的工艺参数,才能生产出高品质、长寿命的车轮锻件,降低设备维护成本,提升运行效率。
