筒体锻件从毛坯到成品 全流程锻造加工解析
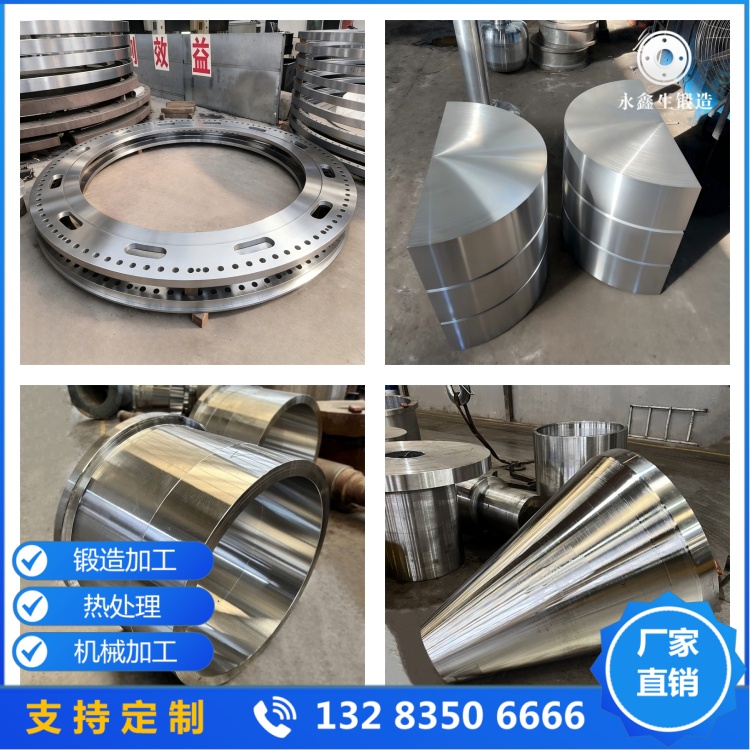
筒体锻件作为重型机械、承压设备、能源装备的核心部件,成品质量取决于完整的生产加工流程,从原材料毛坯甄选、锻造成型、热处理、机械加工到成品检测,每一道工序都环环相扣、缺一不可。很多采购和技术人员对筒体锻件生产流程认知模糊,难以精准把控产品质量。本文将完整解析筒体锻件从毛坯到成品的全流程加工工艺,清晰展示标准化生产工序,帮助大家全面了解筒体锻件的成型原理和品质管控要点。
第一道工序为毛坯选材与预处理,是成品质量的基础。筒体锻件毛坯主要采用优质钢锭,根据使用工况分为碳钢钢锭、合金钢钢锭、不锈钢合金钢锭等。钢锭生产采用电弧炉熔炼+真空精炼工艺,降低氢、氧、硫、磷等有害杂质含量,减少内部疏松、缩孔、夹杂缺陷。毛坯入厂后,首先进行外观检查、光谱成分检测、超声波探伤,排查毛坯原始缺陷,不合格毛坯直接剔除。随后对合格钢锭进行切割下料,根据成品尺寸预留锻造加工余量,同时清理毛坯表面氧化皮、毛刺,为后续锻造做准备。
第二道工序是加热预处理,保障锻造顺利成型。钢锭硬度高、常温锻造易开裂,必须经过高温加热软化。将预处理后的毛坯送入大型加热炉,采用分段梯度升温工艺,低温预热去除毛坯内部水分和残余应力,中温升温逐步软化材质,高温均热保证毛坯整体温度均匀。根据材质不同精准控制加热温度和保温时间,杜绝过烧、脱碳、加热不均等问题,确保毛坯晶粒充分软化,塑性达标,为锻造成型提供良好基础。
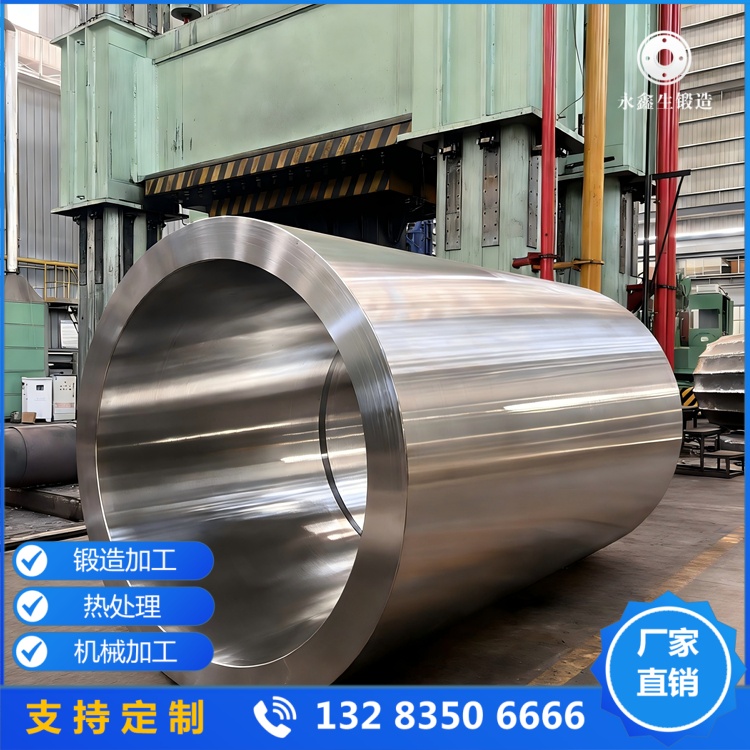
第三道工序为核心自由锻成型加工,决定筒体基础结构。采用大型水压机进行多工序精准锻造,依次完成镦粗、冲孔、芯轴扩孔、拔长整形四道核心工序。镦粗用于压实毛坯内部疏松组织,提升材料致密度;冲孔加工形成筒体中空结构;芯轴扩孔精准控制筒体内径和壁厚;拔长整形调整筒体长度、修正圆度和直线度,保证筒体整体尺寸均匀、结构规整。锻造过程全程温控,严格把控终锻温度,避免晶粒粗大或形变硬化,确保锻件基础力学性能达标。
第四道工序是热处理改性,优化筒体锻件综合性能。锻造后的筒体毛坯存在残余应力、组织不均、硬度异常等问题,需通过退火、正火、调质、回火等热处理工艺优化性能。普通碳钢筒体采用正火+回火工艺,细化晶粒、消除应力;高端承压、合金筒体采用调质工艺,提升强度、韧性和抗疲劳性能。热处理后锻件内部组织均匀稳定,残余应力完全消除,力学性能达到设计标准,杜绝后续使用变形开裂问题。
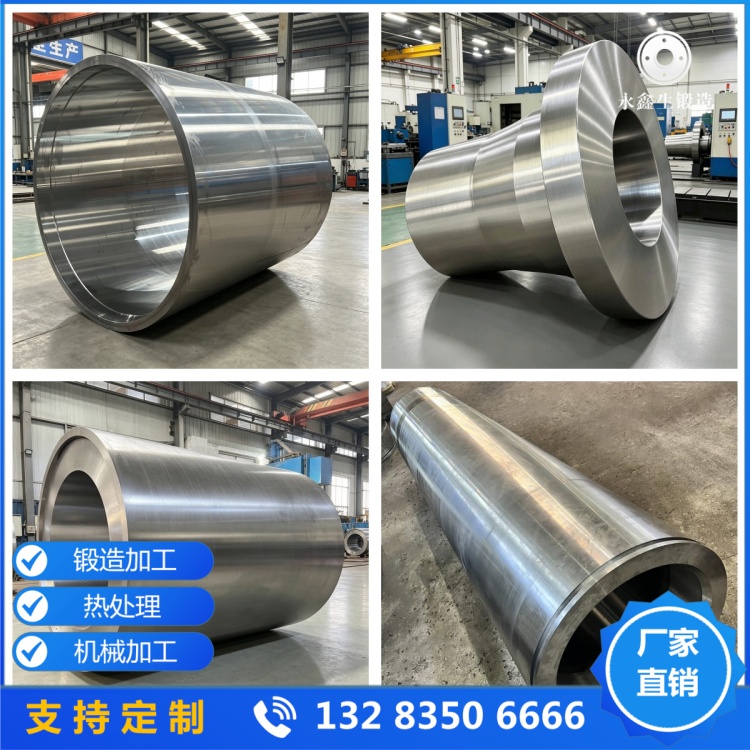
第五道工序为机械精加工与整形,提升产品精度。热处理后的筒体锻件进入加工车间,通过车床、铣床、磨床等设备进行粗加工、精加工,去除表面氧化皮、多余余量,精准加工内外径、端面、法兰、坡口等结构,严格控制尺寸公差、圆度、直线度、壁厚均匀度。加工完成后进行人工修磨,处理细微毛刺、划痕,提升成品外观质量。
最后一道工序是成品检测与入库发货。成品需经过全套质检流程,包含尺寸精密检测、外观质量检查、力学性能测试、金相检测、超声波探伤、磁粉探伤等,全面排查表面和内部缺陷,确保所有指标符合国标和定制要求。检测合格后整理质检报告、材质证明、溯源资料,打包入库,完成从毛坯到成品的全流程生产。
整套筒体锻件生产流程工艺严谨、标准严苛,每一道工序的标准化操作,都是保障成品高品质、高稳定性的关键,也是优质锻造筒体区别于普通焊接筒体的核心所在。
