大型管板锻件自由锻造工艺、热处理及无损检测标准
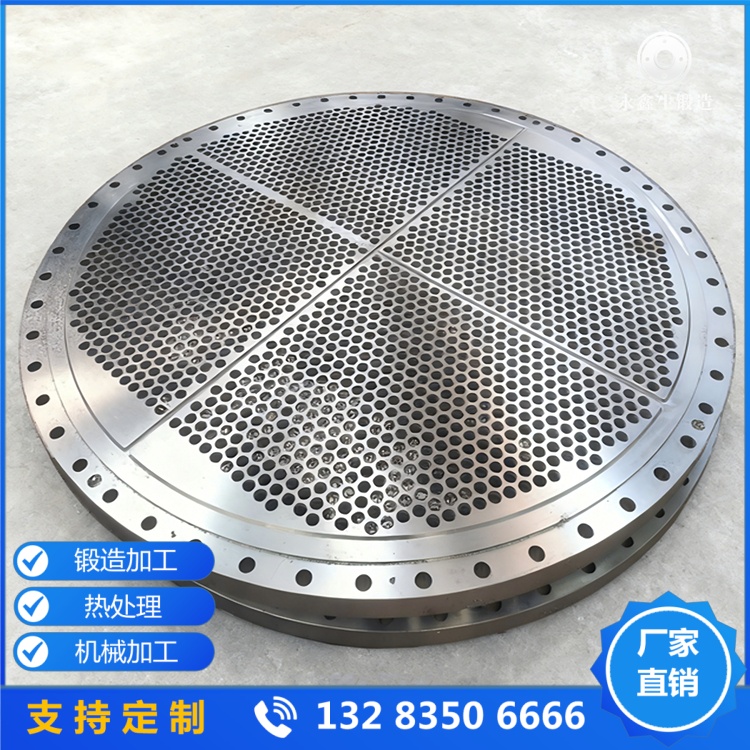
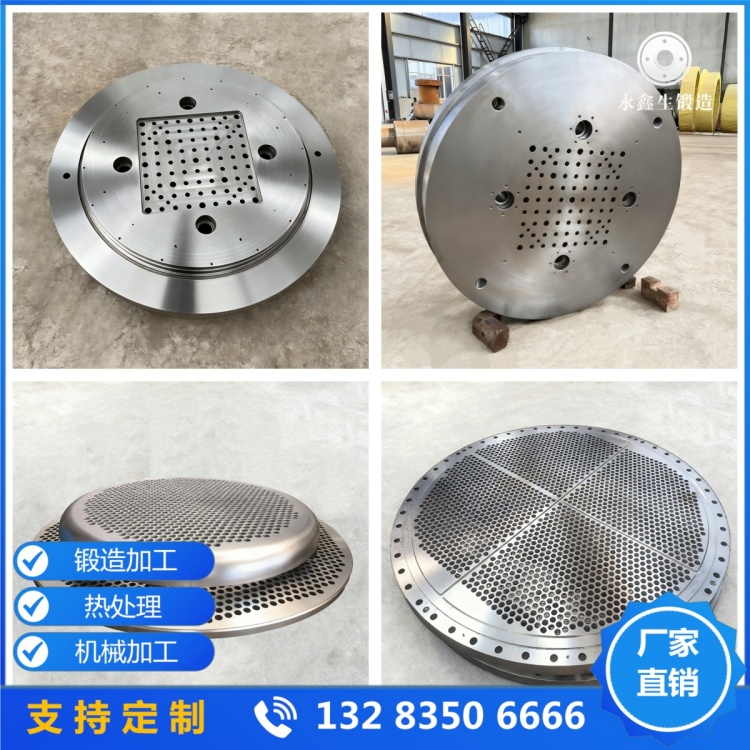
大型管板锻件多指直径1500mm以上、厚度200mm以上、单重5吨以上的重型承压管板,广泛配套大型煤化工换热器、电站高压冷凝器、大型石油炼化压力容器、海水淡化高压换热设备。此类超大规格管板无法使用轧板折弯、钢板切割工艺成型,行业唯一合规生产方式为自由锻造工艺。大型管板锻件截面尺寸大、壁厚超高、应力分布复杂,锻造成型、热处理调质、出厂无损检测均执行高于普通锻件的行业专用标准。本文针对性讲解大型管板自由锻造全流程工艺、分区热处理方案、国标无损检测验收规范,方便厂家生产质控与甲方设备验收对标。
大型管板锻件自由锻造工艺难点区别于小型管板,核心痛点集中在厚坯温度不均、锻后应力巨大、板面平整度难以控制。完整自由锻造分为坯料准备、加热保温、镦粗压实、芯轴冲孔、板面平整、锻后缓冷六大工序。首先原材料选用大型真空浇注钢锭,钢锭内部原生疏松、缩孔缺陷更多,必须依靠大吨位水压机完成强力镦粗,径向与轴向双向压缩,彻底贯通压实厚板内部所有微观孔隙。很多大型管板后期分层开裂,本质就是前期自由锻造镦粗压力不足,内部缺陷没有彻底消除。
加热工艺采用台车式加热炉整体加温,区别于小件快速加热,大型厚壁管板保温时间按照每100mm厚度保温2小时计算,保证坯料从表层到芯部温度完全一致。锻造全程严控终锻温度,终锻温度不得低于850℃,温度过低强行锻打会直接产生贯穿性冷裂纹,且后期无法修复。成型之后禁止露天快速风冷,必须送入缓冷坑保温缓冷24小时以上,防止厚板内外温差炸裂。
热处理是大型管板锻件最核心质控环节,也是行业最容易偷工减料的工序。针对大型管板三大主流材质,标准化热处理工艺清晰明确:20#、Q245R压力容器碳钢管板,采用正火+高温回火工艺,细化晶粒、降低板面硬度、消除巨大锻造应力,避免后期机加工平面翘曲;16MnDR、15CrMoR低温耐热合金管板,采用调质淬火+高温回火,提升低温冲击韧性与高温抗蠕变性能,适配电站高低温交变工况;304/316L不锈钢大型管板,采用1050℃高温固溶处理+快速水淬,解决厚板晶间腐蚀问题,还原不锈钢原生耐腐蚀能力。需要特别注意:大型管板禁止局部热处理,必须整体入炉加温,否则板面应力失衡,后期钻孔必然变形报废。
大型管板锻件无损检测严格执行国标JB/T 4726压力容器锻件检测标准,分为三级全覆盖检测。第一级超声波UT探伤:100%全覆盖扫查,检测板材内部分层、缩孔、夹渣缺陷,高压设备管板必须达到Ⅰ级探伤合格标准;第二级渗透PT表面探伤:检测板面、管孔内壁细微裂纹、折叠缺陷,杜绝肉眼不可见的表面隐患;第三级硬度抽样检测:板面多点打硬度,保证整块管板硬度差值≤30HB,硬度不均代表热处理失效,受力过程中局部易疲劳开裂。

同时大型管板出厂必须附带全套工艺资料:锻造温度曲线、热处理炉温记录、探伤报告、材质力学试验报告、冲击试验报告。针对核电、煤化工高端项目,还需要增加第三方复检。目前行业常见质量问题:部分厂家只做表面探伤,不做深层超声波探伤,隐藏内部分层缺陷,设备运行承压后直接突发爆裂。
综上,大型管板锻件不能照搬小件锻造生产逻辑,自由锻造保证内部组织致密,整体热处理消除厚板应力,标准化无损检测排查内外缺陷,三道关口缺一不可。严格对标国标工艺与检测标准,才能让大型管板锻件适配重型高压压力容器,满足超长周期、高负荷连续运行需求。
