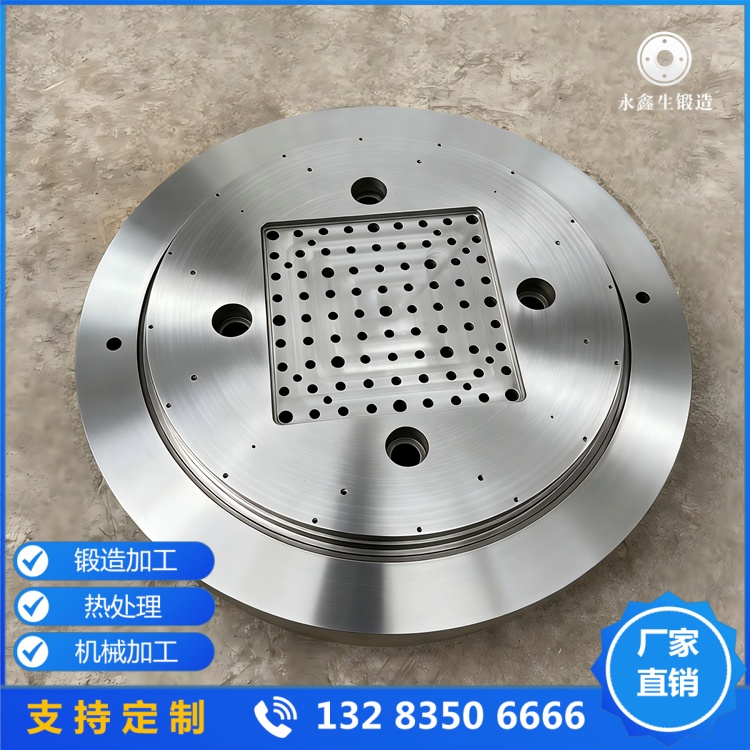
压力容器专用管板锻件 全流程生产质控要点说明
压力容器属于国家强监管特种设备,配套使用的管板锻件作为核心承压受力部件,生产全过程必须执行闭环质控,每一道工序均可溯源、每一项性能均可检测。但凡某一个质控环节缺失,都会埋下承压开裂、介质泄漏的安全隐患。本文按照从前到后的生产顺序,梳理压力容器专用管板锻件原材料、锻造、热处理、机加工、探伤、出厂六大环节核心质控要点,适合采购验收、工厂质检、技术内审直接对标使用。
第一:原材料入库质控(源头把控,重中之重)。压力容器管板禁止回收废钢重炼坯料,必须采用电炉+炉外精炼合格钢锭。进厂查验原厂材质单、熔炼报告;逐件做光谱成分分析,严控碳、硫、磷有害杂质含量,硫磷含量必须低于0.03%;原材料100%超声波探伤,有缩孔、夹层、裂纹的坯料直接报废,禁止流入锻造工序。很多劣质管板安全事故,全部源于劣质坯料源头失控。
第二:加热锻造过程质控。严控三段式加热温度,避免过热晶粒粗大、过冷锻造裂纹;强制管控锻件比,压力容器管板最小锻造比≥3.0,高压厚壁管板锻造比≥3.5;锻造后禁止急冷,必须缓冷坑恒温冷却,锁定内部稳定金相组织。车间全程留存炉温曲线、锻造压力参数记录,实现工艺可追溯。
第三:热处理专项质控。热处理决定管板最终硬度与残余应力大小,严禁省略热处理、严禁局部热处理。碳钢管板锻件核查正火回火温度;合金管板核查调质淬火冷却速度;不锈钢管板核查固溶保温时长。热处理之后随机抽样做冲击试验、硬度试验,板面多点硬度差必须控制在30HB以内,不合格整批返工重新热处理。
第四:粗精加工尺寸质控。粗加工去除氧化皮之后,再次做一次表面渗透探伤,排查锻造加工产生的新生裂纹;精加工管控板面平面度、平行度,厚壁管板平面度误差不得高于0.1mm/m;管孔加工严控孔径公差、孔距公差、孔垂直度,孔口必须倒角去毛刺,消除应力集中点,防止后期运行孔边开裂。

第五:成品无损检测质控(出厂安全防线)。严格执行压力容器锻件两级探伤:UT超声波内部探伤全覆盖,满足Ⅰ级合格要求;PT渗透表面全覆盖探伤,表面无任何微裂纹、折叠缺陷。高压容器用管板额外增加端面磁粉探伤,全方位排查隐性缺陷。
第六:水压试验与资料归档质控。按照设备设计压力1.5倍做水压保压试验,保压30分钟无渗漏、无板面塑性变形为合格;最后统一归档全套资料:材质报告、锻造工艺记录、热处理曲线、探伤报告、水压试验报告、力学性能报告,随货一同交付甲方,满足特种设备监检归档要求。
实际生产中,80%的管板质量问题集中在省略热处理、降低锻造比、减少探伤频次三个环节。压力容器管板锻件没有捷径工艺可走,全流程严格质控,才能匹配特种设备严苛运行工况,守住设备承压安全底线。
