大型高压阀体锻件多向模锻工艺优化 解决厚壁阀体疏松渗漏难题
大型高压阀体广泛应用于石化加氢、长输油气管道、火电高压蒸汽系统、煤化工高压反应管路,作为阀门核心承压主体,阀体需要长期承受10MPa以上恒定高压、介质交变冲击、冷热温差应力,阀体壁厚普遍达到80-200mm,属于典型厚壁复杂腔体锻件。传统单向模锻、自由锻工艺生产大型高压阀体,极易出现阀体腔体心部疏松、内壁缩孔、流线断裂、壁厚组织不均等缺陷,高压介质运行过程中逐步渗透,最终引发阀体内漏、外渗、承压开裂等安全事故。多向模锻作为高端阀体一体化成型工艺,通过多维度同步施压优化金属流动路径,针对性解决厚壁阀体内部质量短板,本文结合生产实操,详解工艺痛点、优化方案与落地成效。

传统锻造工艺生产大型厚壁高压阀体锻件的核心痛点一目了然。其一,单向模锻仅依靠垂直方向压力挤压坯料,阀体横向流道、法兰拐角、腔体死角位置金属填充不足,内部留存大量微观孔隙与疏松缺陷,厚壁阀体心部缺陷无法被压实,后期高压工况下直接形成渗漏通道;其二,金属流线杂乱断裂,阀体拐角应力集中明显,设备启停产生交变载荷时,极易从流线断裂处萌生裂纹;其三,传统工艺余量偏大,后续机加工会切断表层连续金属纤维,进一步削弱阀体承压强度;其四,分体锻造后焊接拼接阀体,焊缝区域力学性能薄弱,高压高温环境下焊缝率先失效,无法满足特种设备高压运行标准。
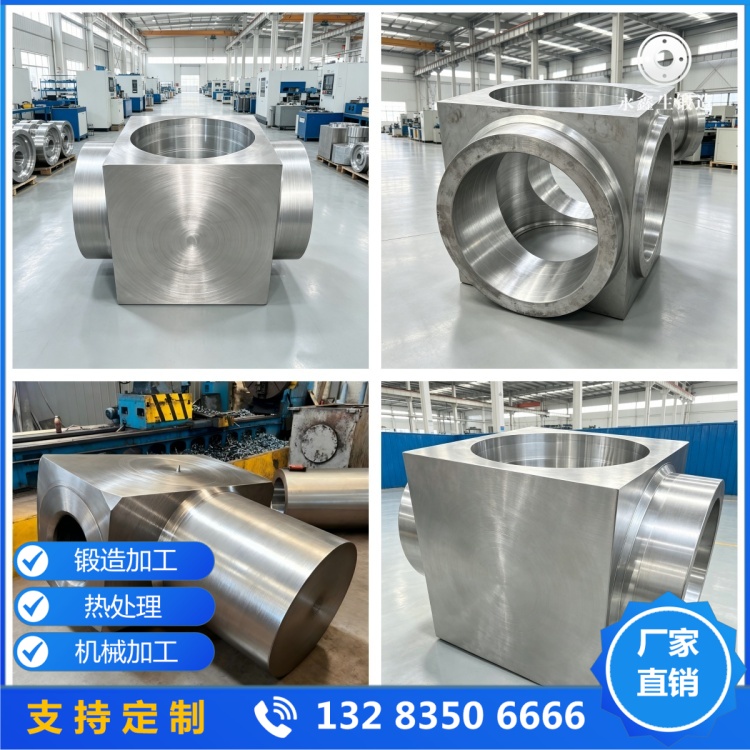
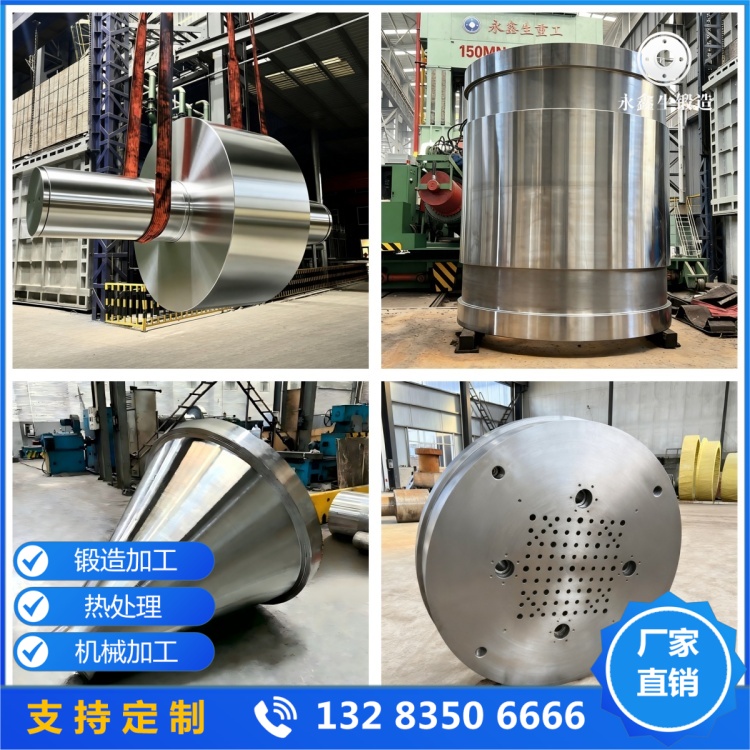
多向模锻核心工艺原理区别于传统锻造,依托垂直主油缸+双侧水平油缸三向同步施压,坯料在密闭模具内部实现立体无死角成型。锻造过程中,垂直冲头完成坯料轴向压实,两侧水平冲头同步挤压阀体横向流道,让金属坯料沿着阀体腔体轮廓全方位流动,完整复刻阀体内部流道结构。全程密闭无飞边成型,无需后期大量机加工切削纤维,金属流线完整包裹阀体腔体与法兰端面,整体锻件组织致密均匀,从工艺源头消除心部疏松、缩孔、填充不足等原生缺陷,完美适配厚壁高压阀体锻件生产需求。
针对大型高压阀体生产现场问题,本次四大工艺优化方案落地效果显著。第一,坯料规格与摆放位置优化,结合阀体腔体容积精准核算坯料体积,避免坯料过多产生挤压折叠、坯料不足导致填充缺料,同时采用偏心定位工装,保证多向施压时坯料受力中心与阀体中心重合,杜绝偏载成型缺陷;第二,施压时序参数优化,调整水平冲头与垂直冲头施压时差,先小幅水平预挤压闭合模具,再垂直主压成型,最后水平补压修整流道,避免瞬时压力过大造成阀体表层开裂;第三,模具圆角与润滑优化,放大阀体流道拐角模具圆角,降低金属流动阻力,模具内腔喷涂高温纳米润滑剂,减少坯料与模具摩擦产生的表面拉伤与内部应力;第四,锻造温度区间优化,锁定1180℃-1220℃最优始锻温度、860℃最低终锻温度,兼顾金属塑性与晶粒细化效果。
工艺优化前后阀体质量数据对比直观体现改良价值。优化前,阀体心部疏松缺陷检出率27%,水压试验渗漏率18%,金属流线断裂率31%;优化后,阀体内部实现零疏松、零缩孔,水压试验一次合格率100%,金属流线完整连续,阀体整体承压极限提升22%,疲劳使用寿命提升40%。同时材料利用率从传统自由锻58%提升至83%,大幅降低原材料损耗与机加工成本。
目前多向模锻优化工艺已全面应用于DN400以上大型闸阀、截止阀、止回阀高压阀体生产,适配石化、油气、火电全高压工况。相较于传统锻造工艺,优化后的多向模锻彻底攻克厚壁阀体心部疏松、介质渗漏行业通病,减少后期探伤返修成本,保障高压阀门长期无渗漏、无开裂稳定运行,是大型高压阀体锻件规模化生产的优选先进工艺。
