舵系全套锻件生产要点:舵杆、舵销、舵承、舵柄锻造加工
船舶舵系控制转向,整套包含舵杆锻件、舵销锻件、舵承锻件、舵柄锻件、销承锻件,航行中持续承受海浪冲击、转向扭力,属于高安全等级锻件。山西永鑫生重工具备整套舵系锻件自主生产能力,从锻造、热处理到精加工一体化加工,结合多年生产经验,梳理舵系锻件核心生产要点,方便船厂采购、技术人员参考。
原材料匹配舵系受力工况。舵杆是舵系核心,整根贯穿舵叶与舵机,转向瞬间承受巨大冲击扭力,选用 42CrMo、34CrNiMo6 高韧性合金钢,严控有害杂质;舵销、销承属于小型受力轴类锻件,连接舵叶与舵承,长期往复摩擦冲击,材质选用调质合金钢,兼顾耐磨与韧性;舵承锻件为套筒类环形锻件,承受径向挤压载荷,选用碳锰合金钢,锻造时保证环壁组织均匀;舵柄锻件法兰与轴一体成型,传递舵机扭矩,法兰根部为应力集中区域,材质与舵杆统一,避免两种材质强度不匹配出现断裂。所有原料进厂光谱复检,出具材质报告,符合 CCS 船级社舵系锻件材质规范。
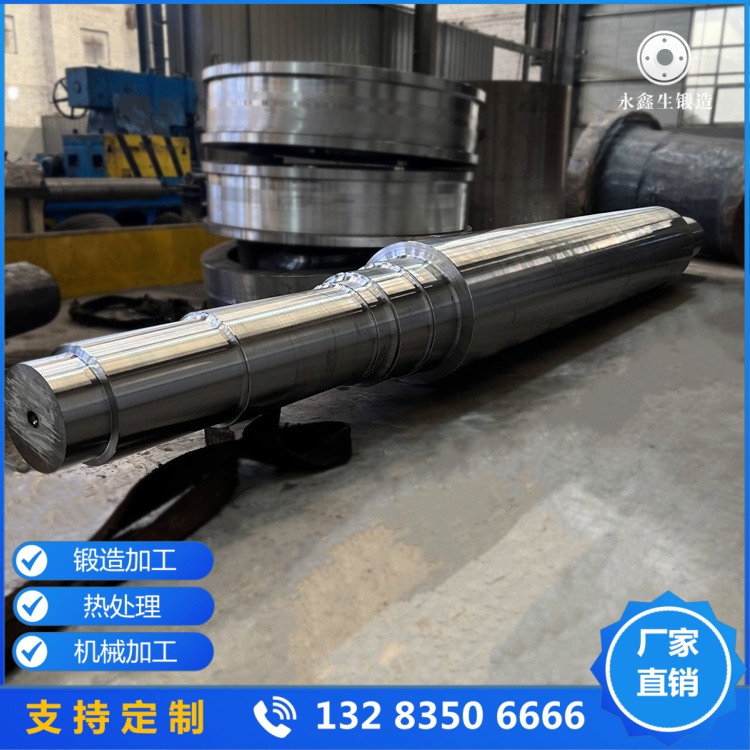
自由锻成型把控核心细节。舵杆属于长阶梯轴锻件,采用 15000 吨油压机搭配全自动操作机自由锻,多道次镦粗拔长,锻造比不低于 3,打碎钢锭疏松缺陷,金属完整顺着舵杆轴向分布,提升抗扭疲劳性能。锻造过程实时红外测温,合金钢终锻温度不低于 850℃,低温锻造会产生内部微裂纹,后期探伤无法完全排查。舵杆两端法兰一体锻造成型,不采用分段焊接,焊接位置是舵系最容易失效的位置,一体锻件安全性大幅提升。
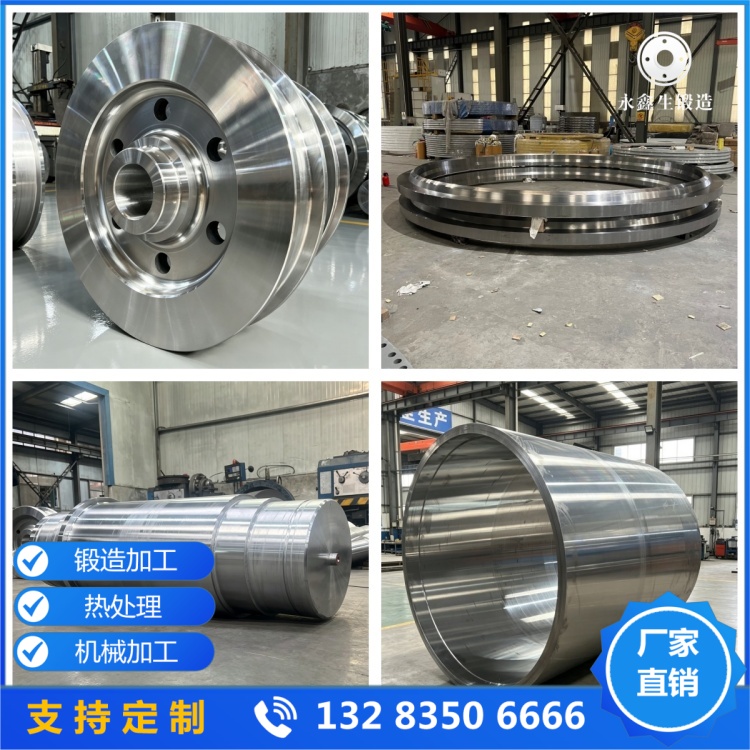
舵销、舵柄、舵承成型要点:舵销小型轴锻件精准控形,预留均匀精加工余量,轴肩圆角加大锻造过渡,消除应力集中;舵柄锻件法兰与主轴同步锻打,法兰厚度严格按图纸放大余量,保障装配强度;舵承环形锻件采用芯轴拔长工艺,环体内外壁组织均匀,无分层缺陷,避免使用中挤压开裂;销承锻件批量标准化锻造,尺寸一致性高,适配批量船舶配套。整套舵系锻件锻造全程留存温度、锻造工序记录,方便船检核查。

锻后热处理统一规范。舵系锻件全部执行去应力退火 + 调质处理,舵杆锻件长度大,使用 22 米热处理炉整体入炉,避免分段热处理造成组织不均。调质后提升整体韧性,海浪反复冲击下不易脆裂;舵销、销承增加耐磨回火处理,提升表面耐磨性能,减少长期转向摩擦损耗;舵承环形锻件缓慢退火,消除环体锻造应力,防止精加工后变形。热处理完成液压校直,舵杆长轴弯曲偏差控制在行业高标准以内。
精加工与无损探伤验收。数控设备完成舵杆外圆、法兰端面、键槽加工;舵销、舵承内外圆精密车削,配合间隙精准匹配装配需求。全套舵系锻件 100% 无损探伤:舵杆、舵柄执行超声波 UT + 磁粉 MT 双重检测,排查内部分层、表面裂纹;舵销、销承、舵承磁粉探伤全覆盖,微小表面缺陷全部检出,探伤报告随货交付,支持船级社现场见证检测。
山西永鑫生重工可一站式生产整套舵系锻件,舵杆、舵销、舵承、舵柄、销承非标定制,无需多家供应商拼凑,统一材质、统一工艺、统一探伤标准,缩短船厂配套对接周期,产品通过各大船级社检验,适配渔船、散货船、工程船、海洋平台舵系改造与新船建造。
