船用锻件核心轴系解析:艉轴、舵杆、联轴节加工工艺详解
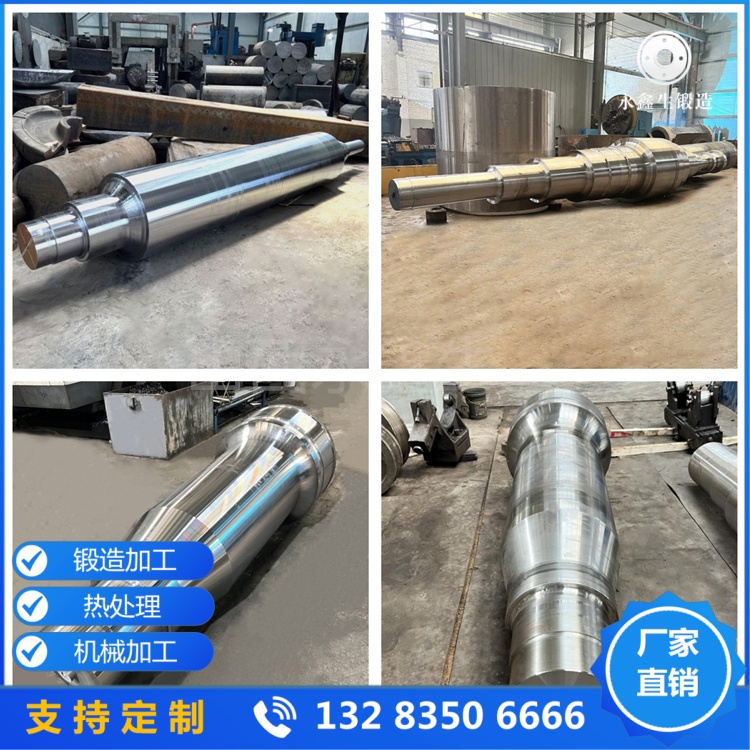
船舶航行依靠推进、转向两套核心系统,艉轴、舵杆、联轴节作为轴系关键锻件,加工工艺直接决定整船运行安全。山西永鑫生重工深耕船用自由锻件多年,配套 15000 吨大型液压机、22 米热处理炉,可一站式完成整套轴系锻件锻造、热处理、精加工,下面通俗拆解整套加工流程。
原材料筛选是第一道关卡。船用轴系长期浸泡海水、持续承受交变扭力,我们优先选用合规合金结构钢,严控硫、磷有害杂质含量,所有原料出具材质质保书,满足 CCS、DNV、ABS 各大船级社基础原料标准。针对艉轴、螺旋桨轴这类长期浸水锻件,选用 42CrMo、34CrNiMo6 耐海水合金钢;舵杆、舵柄承受冲击载荷,选用高韧性调质钢;联轴节、联轴器锻件兼顾强度与韧性,选用碳锰合金钢。原料进厂后光谱复检,杜绝材质不达标坯料流入生产线。

加热锻造环节决定锻件内部致密性。钢坯采用分段阶梯升温工艺,低温段缓慢预热消除内部应力,中段保温均匀传热,最终升温至 1150℃左右恒温保温,依据坯料厚度匹配保温时长,避免表层过热、芯部温度不足。针对超长船轴锻件、大直径舵杆锻件,采用多道次镦粗 + 拔长自由锻工艺,锻造比稳定控制 3 以上,重载工况提升至 4,打碎钢锭内部疏松、气孔,让金属流线顺着轴体连续分布,不会出现流线切断、折叠缺陷,这是锻打船轴锻件相比普通圆钢机加工件耐用的核心原因。艉轴、中间轴长轴分段压肩,精准预留精加工余量;联轴节锻件、舵柄锻件成型时优化圆角过渡,减少应力集中点。
锻后热处理平衡强度与耐腐蚀性。锻造完成的毛坯自带巨大残余应力,直接机加工极易弯曲变形。我们配套大型热处理炉,轴系锻件统一执行调质处理:高温淬火细化晶粒,高温回火释放应力,均匀调整硬度。艉轴、艉管轴锻件增加去应力退火工序,降低海水环境下应力腐蚀开裂风险;舵杆、舵销锻件低温冲击处理,保障低温海域航行韧性。热处理后液压机整体校直,修正长轴细微弯曲偏差,保证后续精加工尺寸精度。
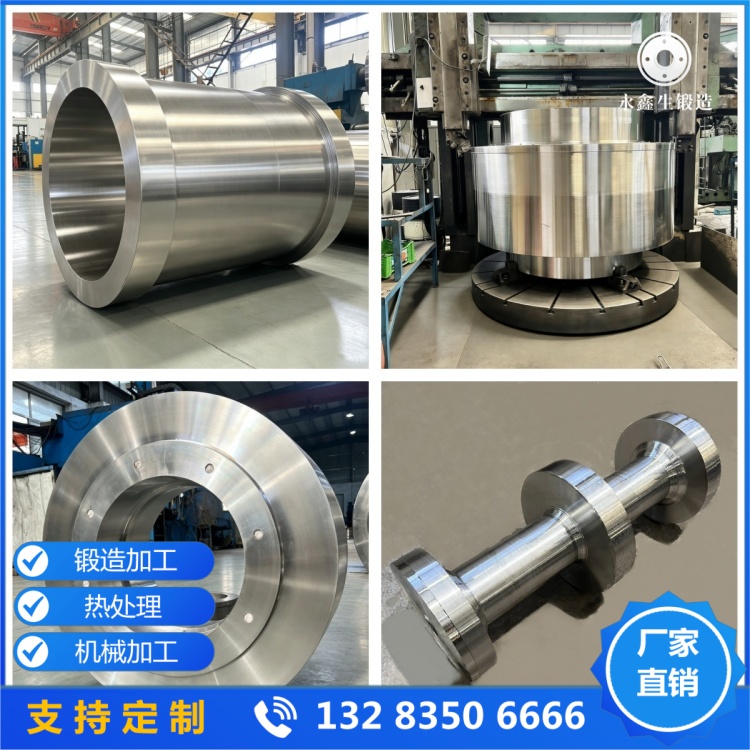
精加工与探伤检测是出厂前最后保障。数控车床、深孔镗床完成轴体外圆、法兰、键槽精加工,尺寸公差严格匹配船舶装配图纸。全部轴系锻件执行全套无损探伤:超声波 UT 检测内部气孔、分层缺陷,磁粉 MT 筛查表面微裂纹,关键部位增加渗透 PT 复检。艉轴、舵杆、联轴节锻件探伤全部达到船级社一级合格标准,出具完整探伤报告。
山西永鑫生重工可定制不同规格中间轴、艉轴、舵杆、联轴器锻件,整套轴系锻件统一工艺管控,从原料、锻造、热处理到探伤一站式交付,适配散货船、集装箱船、工程船、海工平台各类船舶,支持船检全程见证,提供全套船级社认可出厂资料,降低船厂配套采购对接成本。
