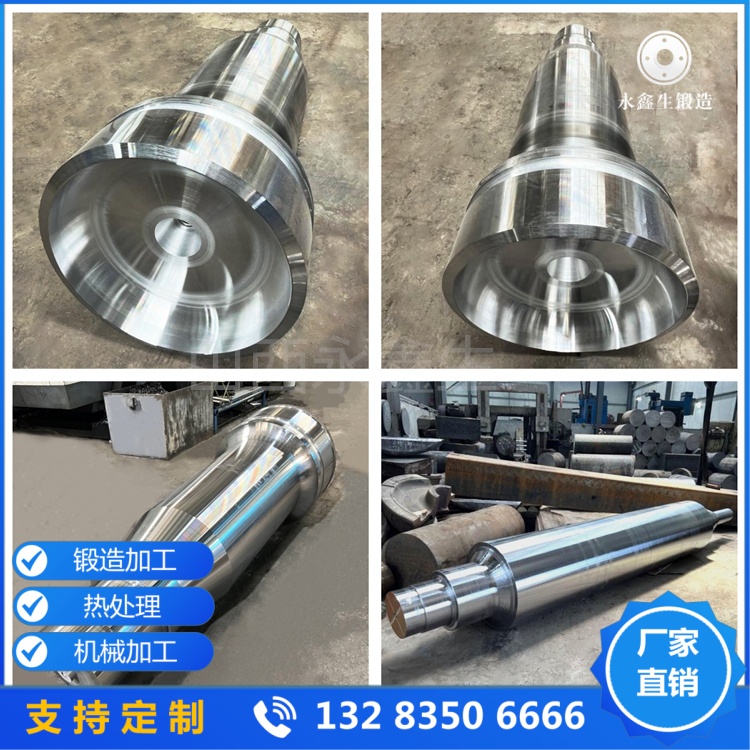
船轴锻件热处理工艺,提升艉轴与中间轴耐海水腐蚀性能
海水富含氯离子,长期浸泡下普通钢材极易出现点蚀、晶间腐蚀、应力腐蚀开裂,船轴锻件(艉轴、中间轴、螺旋桨轴、艉管轴)作为水下核心部件,热处理工艺是提升耐海水腐蚀能力的关键。山西永鑫生重工拥有 22 米大型台车式热处理炉,针对船用轴锻件研发标准化调质防腐热处理流程,下文简单讲解工艺原理与实操作用。
很多客户存在误区:认为材质选合金钢就不用重视热处理,实际相同材质,热处理工艺不同,耐腐蚀、抗疲劳性能差距一倍以上。锻造完成的轴毛坯内部存在大量残余锻造应力,同时晶粒粗大、组织不均匀,海水氯离子容易顺着晶粒缝隙渗透,加速腐蚀。热处理核心作用就是细化晶粒、释放内应力、均匀合金元素分布,从内部降低腐蚀概率。

第一步:锻后去应力退火,消除锻造残余应力。超长中间轴、大直径艉轴锻打后内部应力分布不均,直接精加工、下水使用,应力叠加海水腐蚀,极易产生细微裂纹。退火工艺将轴件送入热处理炉,850℃左右恒温长时间保温,随后随炉缓慢降温,逐步释放锻造产生的挤压、扭曲应力。应力释放完成后,轴件后续加工、长期水下运行不会因内应力产生开裂,大幅减少应力腐蚀风险。这道工序是水下轴件必备流程,很多小厂家为省成本省略,短期使用看不出问题,航行 2-3 年就会出现轴体腐蚀裂纹。
第二步:调质处理(淬火 + 高温回火),优化金相组织。退火完成后的船轴锻件进行整体淬火加热,920-950℃保温后均匀冷却,形成细密马氏体组织,提升整体强度;随后 550-650℃高温回火,平衡硬度与韧性,生成稳定回火索氏体组织。这种均匀细密组织,氯离子很难侵入晶粒内部,相比未调质粗晶粒钢材,耐点蚀性能显著提升。艉轴、螺旋桨轴长期泡在海水中,调质回火温度严格把控,回火温度偏低轴件硬度高但韧性不足,海浪冲击易开裂;温度过高强度下降,扭力承载能力不足,永鑫生根据轴件直径、材质匹配专属回火温度曲线。
第三步:防腐辅助热处理优化,针对特殊航线定制。针对远洋、热带高盐雾航线的艉管轴、艉轴锻件,我们增加均匀化热处理工序,高温长时间保温,让钢材内部铬、钼防腐合金元素均匀扩散,避免局部合金含量偏低造成局部快速腐蚀。针对北方冰区航线中间轴,调整回火保温时长,提升低温冲击韧性,低温海水环境下不会发生脆性腐蚀断裂。
热处理配套管控保障防腐稳定性。所有热处理炉配备多点温控记录仪,全程记录升温、保温、降温曲线,每一支艉轴、中间轴都留存热处理工艺档案,可随时调取查验。热处理完成后,轴件表面做抛丸处理,去除氧化皮,氧化皮残留会留存氯离子,加速局部腐蚀;抛丸后轴体表面平整,后续包覆铜套、防腐涂层贴合更紧密,进一步隔绝海水。
工艺对比直观效果:未规范热处理的船轴锻件,内河使用 2-3 年出现明显点蚀,远洋工况 1 年就会产生腐蚀凹坑;经过永鑫生完整退火 + 调质热处理的艉轴、中间轴,同等海水环境下,腐蚀周期延长 2 倍以上,大幅降低船舶进坞维修、换轴成本。
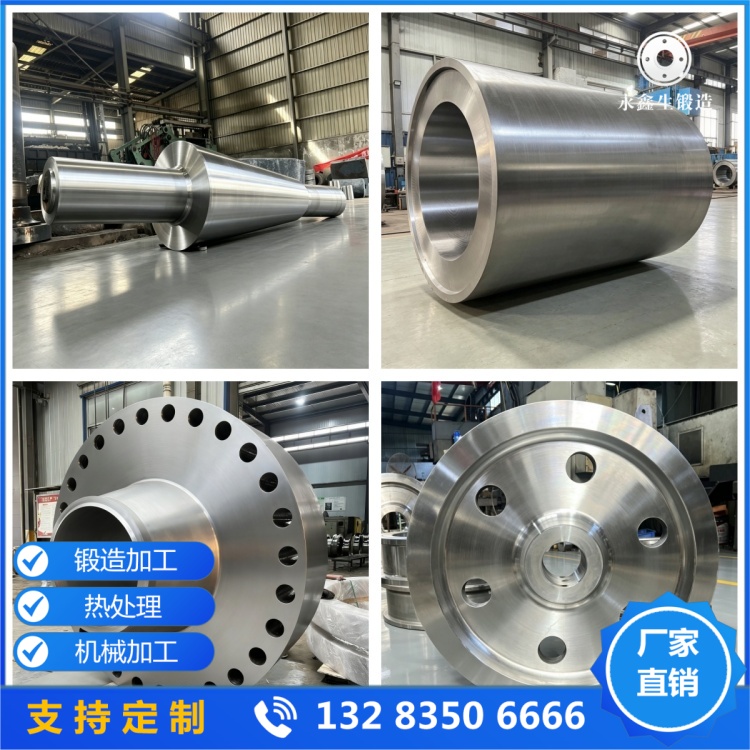
山西永鑫生重工所有锻打船轴锻件、船用轴锻件均执行标准化防腐热处理流程,可加工超长中间轴、大直径艉轴、螺旋桨轴锻件,热处理数据随产品交付,满足各大船级社对轴件金相、力学性能要求,适配各类内河、远洋、冰区船舶轴系配套。
