 新浪微博
新浪微博 腾讯微博
腾讯微博

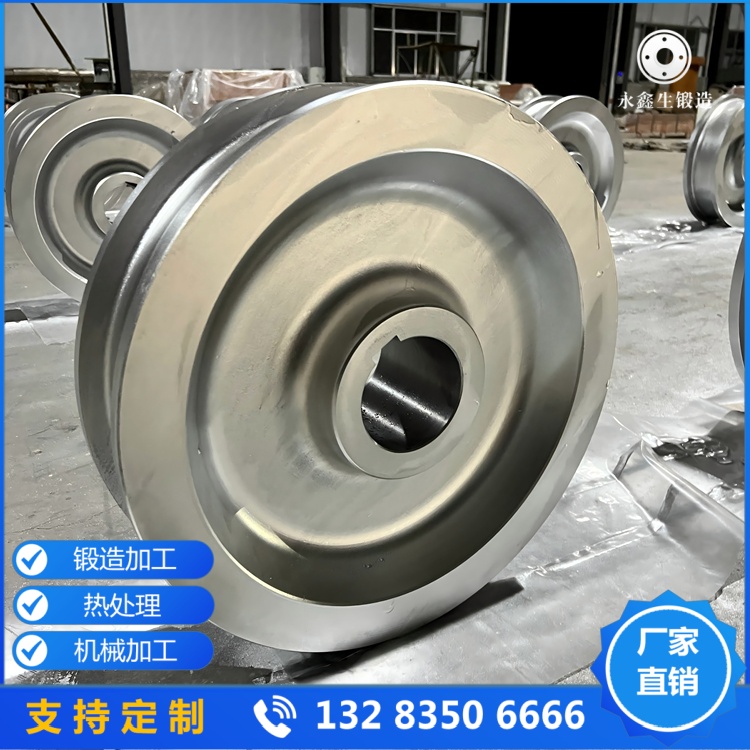
高承载行车轮锻件的锻造工艺——从坯料到成品的品质淬炼
锻造工艺是高承载行车轮锻件品质的核心保障,不同于铸造工艺的“液态成型”,锻造通过“固态塑性变形”的方式,对金属坯料施加高温高压,重塑金属内部组织,消除材料内部的缺陷,提升材料的力学性能。一套科学合理的锻造工艺,能够使行车轮锻件的强度、韧性、耐磨性得到显著提升,确保其在重载工况下长期稳定运行,而工艺的每一个环节,都直接影响着最终产品的品质。
高承载行车轮锻件的锻造工艺主要包括坯料准备、加热、锻造、冷却、热处理五大核心环节,每个环节都有严格的技术要求。坯料准备是锻造的基础,需根据行车轮的规格尺寸,对原材料进行锯切下料,锯切公差需严格控制,直径≤300mm时公差为±1mm,直径>300mm时公差为±1.5mm,同时需对坯料进行表面清理,去除氧化皮、毛刺等杂质,避免锻造过程中产生裂纹。此外,坯料还需经过真空脱气等冶金质量控制处理,确保内部纯净度。
加热环节是锻造的关键,其目的是提高金属坯料的塑性,降低变形抗力,便于后续锻造成型。加热温度需根据材料特性精准控制,例如65Mn钢的加热温度通常控制在1100-1200℃,温度过高会导致金属晶粒粗大、氧化烧损严重,影响锻件性能;温度过低则塑性不足,易出现锻造裂纹。加热过程中需采用均匀加热方式,确保坯料内外温度一致,避免局部过热或温度不均导致的锻件缺陷。

锻造环节是决定行车轮锻件形状与内部组织的核心步骤,常用的锻造方式包括自由锻与模锻。对于大型、复杂规格的高承载行车轮锻件,通常采用模锻工艺,通过专用模具将坯料锻造成符合设计要求的形状,能够精准控制锻件的尺寸精度,同时使金属流线沿车轮轮廓连续分布,提升锻件的承载能力。锻造过程中,需控制好锻造比、变形速度等参数,锻造比通常不低于5,确保金属内部组织致密,消除疏松、气孔等缺陷。此外,还需控制预锻件圆角R≥15mm,避免出现折叠缺陷。

冷却与热处理环节是提升锻件性能的关键。锻造后的锻件需进行缓慢冷却,避免快速冷却导致的内应力过大,产生裂纹。冷却后,需通过调质处理、高频淬火等热处理工艺,优化锻件的内部组织,提升其强度、硬度与韧性。例如,65Mn钢行车轮锻件经调质处理后,可实现强度与韧性的平衡;轮面采用双频感应淬火工艺,中频(3kHz)预热+高频(200kHz)快速加热,形成梯度硬化层,表面HRC58,5mm深处HRC45,大幅提升轮面耐磨性。
随着智能制造技术的发展,高承载行车轮锻件的锻造工艺正朝着数字化、智能化方向转型。通过数字孪生系统,实时映射锻造温度场,借助AI预测模具寿命,实现基于力-位移曲线的闭环锻造,精度控制在±0.5%,不仅提升了锻件的品质稳定性,还提高了生产效率,降低了生产成本。
我们只做好锻件 大型锻件www.sxdxdz.com

文章原创如需转载请注明永鑫生锻造厂提供!



