 新浪微博
新浪微博 腾讯微博
腾讯微博

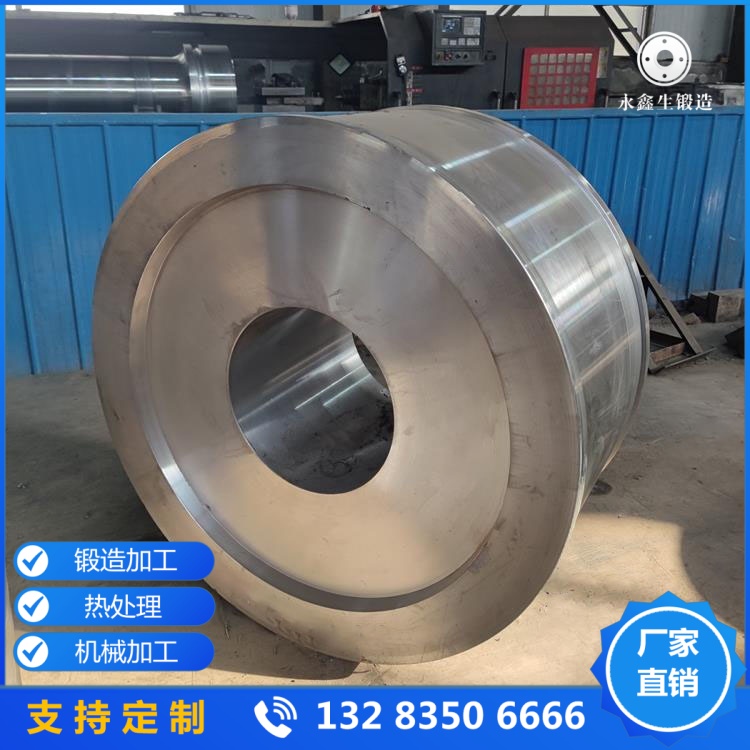
大吨位桥式起重机车轮锻件工况适配与长寿命使用方案
大吨位桥式起重机车轮锻件作为超重载工况的核心承重部件,其工况适配性与使用寿命直接关系到起重设备的运行效率与使用成本。由于超重载工况载荷大、冲击强、运行环境复杂,若锻件与工况适配不当,或缺乏科学的使用与维护,会导致锻件磨损加速、故障频发,不仅增加更换与维修成本,还可能引发安全事故。本文结合超重载工况特点,阐述大吨位桥式起重机车轮锻件的工况适配要点,并提出长寿命使用方案,助力企业降低运营成本,保障生产安全。
大吨位桥式起重机车轮锻件的工况适配核心是“精准匹配载荷、适应环境、贴合轨道”,需结合具体工况的载荷等级、运行频率、环境条件,针对性选择锻件规格、材质与结构,确保锻件能够充分适配工况需求。载荷适配是首要前提,需根据起重机的额定载荷,选择承载能力匹配的锻件,避免过载使用。通常,锻件的额定承载能力需比起重机额定载荷高出20%-30%,确保能够承受载荷波动与冲击载荷,例如,适配200t额定载荷的起重机,需选用额定承载能力不低于240t的锻件。
运行频率与冲击强度适配方面,对于高频次、强冲击的工况,如冶金车间的钢水吊运,需选用抗疲劳性能、抗冲击性能更优的合金渗碳钢锻件,通过渗碳淬火处理,提升轮面硬度与抗疲劳性能,同时优化锻件结构,减少应力集中,避免长期冲击导致的裂纹。环境条件适配方面,针对高温环境,如冶金车间,需选用耐高温合金材质,或对锻件表面进行耐高温处理,防止高温下硬度下降、变形失效;针对潮湿、腐蚀环境,如港口,需选用抗腐蚀合金材质,或对锻件表面进行镀锌、喷漆处理,盐雾试验可达500小时以上,有效防止锈蚀;针对多粉尘环境,如矿山,需选用耐磨性更强的锻件,同时加强日常清洁,避免粉尘进入车轮与轨道接触面,加剧磨损。

轨道适配是确保锻件平稳运行的关键,需确保锻件轮面与轨道规格精准匹配,轮面宽度比轨道顶面宽度大10-15mm,轮面弧形与轨道顶面贴合紧密,接触面积不低于80%,避免轮面局部受力过大,导致磨损加剧。同时,需检查轨道的平整度、直线度,及时调整轨道偏差,避免轨道不平整导致锻件受力不均,引发跑偏、磨损过快等问题。
大吨位桥式起重机车轮锻件的长寿命使用方案,核心是“科学维护、规范操作、及时修复”,结合日常运维与定期检修,延长锻件使用寿命。日常维护方面,重点做好清洁与润滑工作。每周至少清理一次锻件表面及轨道的粉尘、杂物、油污,采用高压气枪吹扫轮面、轴承座周边粉尘,用抹布擦拭轮面油污,避免粉尘、油污加剧磨损;定期涂抹润滑脂,根据工况调整润滑周期,常规工况每月润滑一次,高频、高温工况每半个月润滑一次,选用重载专用润滑脂,确保车轮与轨道、车轮与轮轴的接触面润滑充足,减少摩擦磨损。

定期检修方面,建立完善的检修台账,按周期开展全面检修。每周检查轮面磨损量、轮体是否有裂纹、轴承运行是否有异响、螺栓是否松动,若轮面径向磨损超壁厚32%、轮体出现裂纹,需立即停机处理;每月检修轮径、轮宽等关键尺寸,检查轮体与轨道的平行度、同轴度,调整轮距、轨距,避免啃轨;每季度采用超声波探伤检测轮体内部是否有缺陷,检测轴承精度,对磨损严重的部件及时更换。
规范操作方面,严禁超载吊装、急启急停、野蛮转向,减少车轮的冲击载荷;避免起重机长时间停留在同一位置,防止轮面局部受力过大,导致磨损不均;加强操作人员培训,让操作人员掌握锻件常见故障的识别方法,发现异常及时停机上报。此外,可借鉴修旧利废理念,对下线的锻件进行拆解、修复,符合标准的可重新投入使用,进一步降低备件成本。通过科学的工况适配与精细化运维,可使大吨位桥式起重机车轮锻件的使用寿命延长30%以上,有效降低运营成本,保障设备安全高效运行。
我们只做好锻件 大型锻件www.sxdxdz.com

文章原创如需转载请注明永鑫生锻造厂提供!



