 新浪微博
新浪微博 腾讯微博
腾讯微博

铝锻件自由锻造工艺全过程讲解
铝锻件锻造工艺主要分为自由锻造和模型锻造两大类,其中自由锻造凭借可塑性强、定制范围广、适配大型非标锻件、生产成本适中的优势,成为大型铝环、铝筒体、大型方块、异形大件铝锻件的主流生产工艺。自由锻造无固定模具,依靠设备压力和人工辅助塑形,可加工大尺寸、大重量、结构复杂的非标铝锻件,广泛应用于重工、航空、大型设备配件生产。本文完整讲解铝锻件自由锻造全流程与工艺要点。
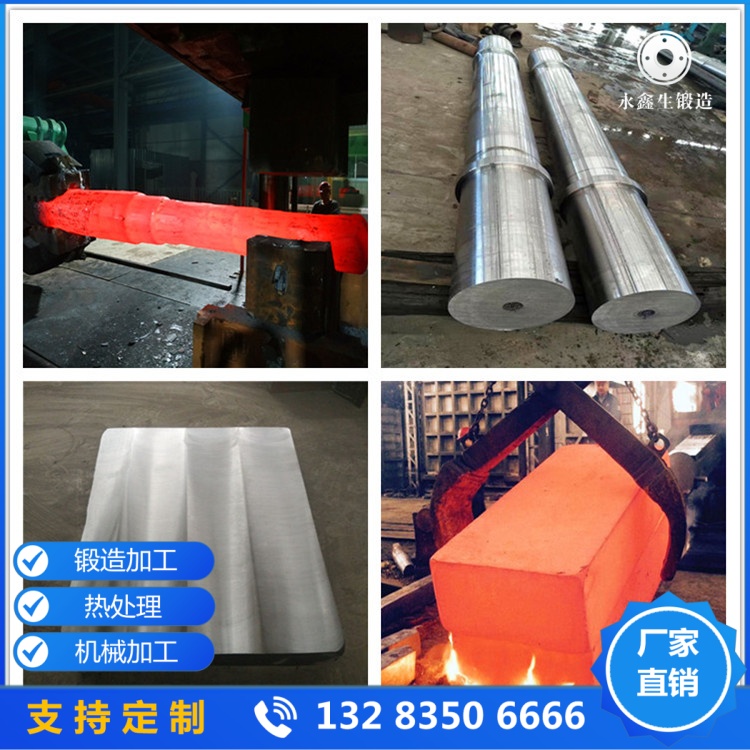
铝锻件自由锻造整体分为预处理、锻造成型、后期处理三大阶段,每一个阶段工艺参数都会直接决定成品质量。第一阶段为原材料预处理,选用国标铝合金铸锭,根据产品尺寸精准切割下料,去除铸锭表面氧化皮、毛刺、缺陷区域,保证原材料纯净无瑕疵。随后将铝锭送入恒温工业加热炉,按照对应材质标准精准控温加热,保证铝材塑性达到最佳状态,避免锻造开裂。
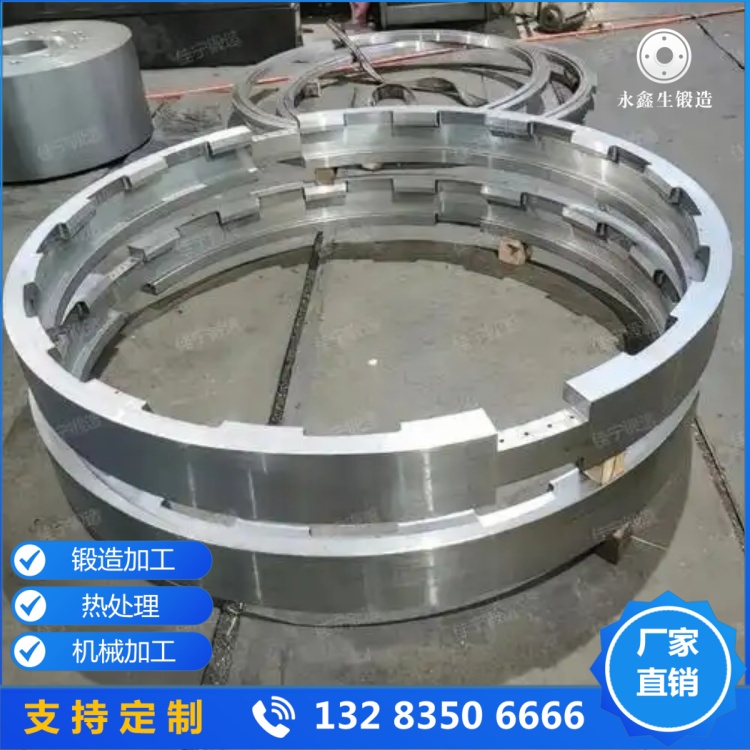
第二阶段为核心自由锻造成型工序,包含墩粗、冲孔、拔长、整形四大基础步骤。墩粗是通过液压设备对铝锭垂直加压,压缩材料高度、增大横截面积,压实内部疏松结构,提升产品致密性与强度;冲孔主要针对筒体、环形锻件,在坯料中心冲压成型孔洞,塑造中空结构;拔长用于拉长坯料长度,适配吊杆、长条承重配件;最后通过反复整形校准结构,修正圆度、平整度、壁厚,保证产品结构规整。
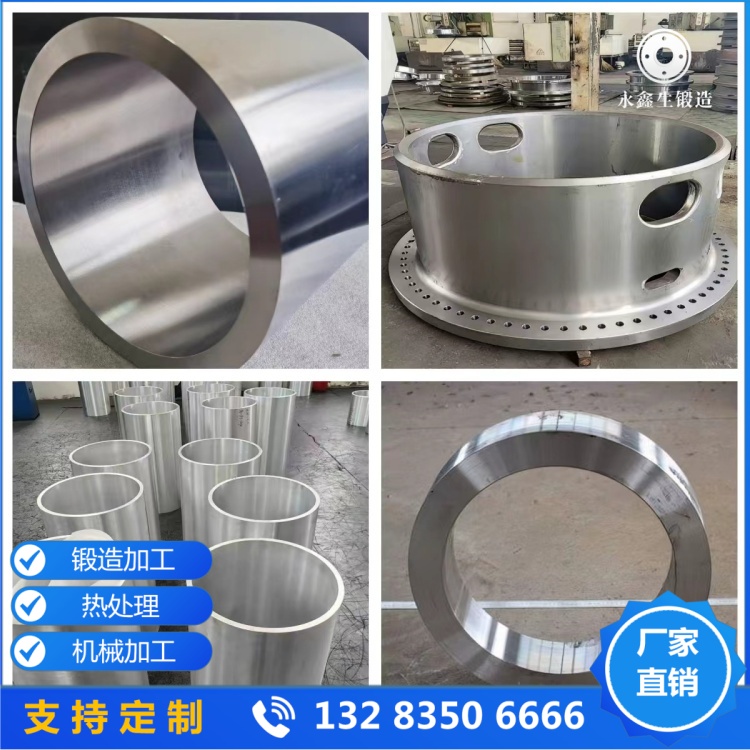
自由锻造最大的特点就是灵活性极高,无需定制专用模具,可根据客户图纸实时调整成型形态,完美适配大型、大重量、小批量、非标异形铝锻件生产。相较于模锻,自由锻可以生产数米级大型环形、筒体锻件,覆盖模锻无法生产的大尺寸产品,是大型工业铝锻件唯一的生产工艺。但自由锻对技术工人经验要求极高,需要精准把控锻压力度、锻造节奏、成型角度。
锻造成型完成后进入后期处理阶段,首先是热处理加工。自由锻造过程中产品会产生不均匀内应力,若不及时处理,后期极易变形开裂。通过固溶+时效热处理,细化金属晶粒、均匀组织结构、消除残余应力,大幅提升锻件强度、韧性与稳定性。随后进行数控精加工,修正锻造余量,精准控制尺寸公差,打磨表面瑕疵。
最后进入质检环节,对成品进行超声波探伤检测、硬度检测、尺寸精度检测、外观检测,排查内部裂纹、疏松、夹杂等缺陷,筛选残次品,保证出厂产品全部达标。针对防腐需求的产品,额外增加阳极氧化、喷涂等表面处理工艺,提升产品耐腐蚀性能。
现如今,大型非标铝锻件基本全部采用自由锻造工艺生产,成熟的自由锻造技术能够兼顾产品性能、定制能力与生产成本,满足大型重工设备、高端特种设备的配件需求,是工业铝锻件生产不可或缺的核心工艺。
我们只做好锻件 大型锻件www.sxdxdz.com

文章原创如需转载请注明永鑫生锻造厂提供!



