 新浪微博
新浪微博 腾讯微博
腾讯微博

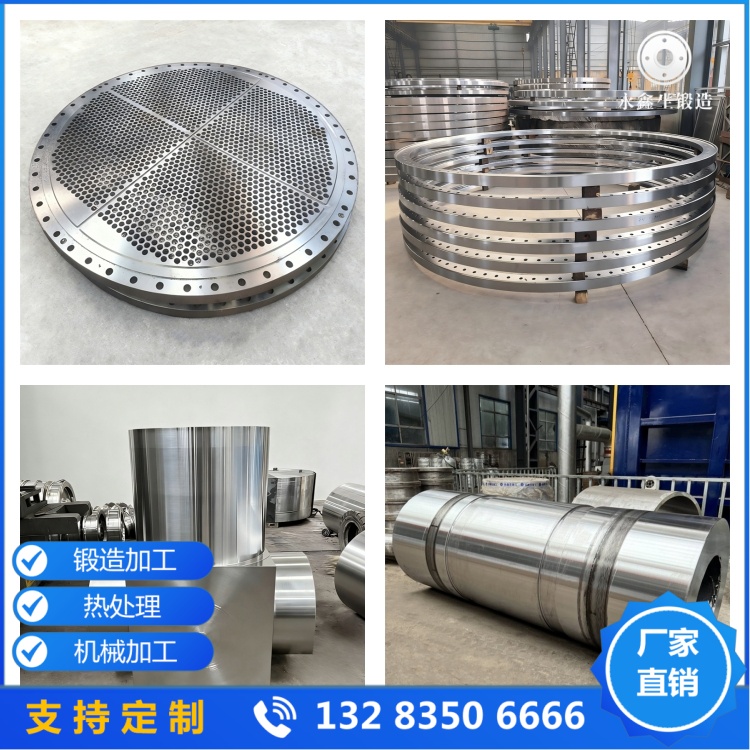
大口径环形锻件生产难点 变形控制与整形方法
大口径环形锻件一般指直径两米以上、部分可达五六米级别的大型环件,广泛应用于风电法兰、大型压力容器、矿山回转设备、冶金炉体、船舶重工等领域。因其直径大、壁厚厚、自重高、环形结构刚性弱,相比普通中小型环件,生产制造难度成倍增加,最突出的难题就是锻造易变形、热处理易翘曲、加工易失圆、存放易挠度变形。吃透大口径环形锻件生产难点,掌握成熟的变形控制与整形方法,是大型锻造厂家核心技术实力的体现,也能帮助采购方看懂产品品质、辨别厂家工艺水平。
大口径环形锻件第一大生产难点是锻造成型易椭圆变形。环件直径越大,环形结构刚性越差,锻造扩孔、碾环轧制过程中,金属流动不均匀、设备受力偏差、支撑点位不合理,极易出现两头扁、中间鼓的椭圆现象,圆度超标严重,后期整形难度极大。尤其是超大直径薄壁环件,自重本身就会拉扯产生自然变形,锻造稍有工艺偏差就会成型报废。

第二大难点是热处理整体翘曲变形。大口径环件截面厚、体积大,加热和冷却过程中内外温差、上下温差大,热胀冷缩不同步,产生巨大热应力与组织应力,导致端面翘曲、平面度跑偏、整圈扭曲变形。常规小件热处理不易看出变形,大口径环件轻微应力就会放大成肉眼可见的翘曲,直接影响后续精加工和装配使用。
第三大难点是装夹加工失圆变形。大口径环件自重沉重、环形刚性差,立车加工装夹时,单点夹紧极易产生弹性形变,加工时尺寸合格,松开卡盘回弹立刻失圆;平放加工受自重挠度影响,中间下沉、两端翘起,平面度、平行度难以保证,反复返修浪费工时成本。

第四大难点是转运与存放自然变形。大口径环锻件吊装吊点不合理、运输支撑点位过少、仓库平放单点受力,长期放置会缓慢发生塑性变形,圆度、平面度逐步超差,出厂合格到现场安装已变形,造成对接安装困难。
针对以上生产难点,成熟厂家都有专属变形控制与整形方法。
锻造变形控制:采用多点对称支撑、均衡轧制工艺,碾环过程低速慢轧、多次微量进给,不一次性强行扩径;优化毛坯下料形状,保证金属周向流动均匀;严控锻造温度一致性,整圈温度均衡避免局部塑性差异造成变形。对已出现轻微椭圆的环件,采用局部静压整形、靠模校正,在高温塑性状态下修正圆度。
热处理变形控制:大口径环件采用立放吊装进炉、均匀摆放、同温区同步加热,避免平放局部受压变形;采用梯度升温、分段保温、缓慢随炉冷却,减小内外温差与组织应力;厚壁大环件选用专用工装托架,悬空支撑避免底面受压产生永久性翘曲。热处理后利用余热进行热校正,轻微扭曲端面在线整形。
机加工变形控制:采用软爪装夹、多点均布支撑、分次夹紧工艺,不强力硬夹;粗加工后松开卡盘释放应力,静置时效后再精加工,规避应力回弹;选用重型数控立车,设备刚性足、主轴跳动小,减少机床误差放大;加工时分八等分、十二等分多点测量,实时补偿尺寸偏差。
转运存放变形控制:采用多点木质均衡支撑平放,杜绝单点悬空;吊装采用专用吊具、对称吊点,避免单边受力拉扯变形;成品仓库垫高规整摆放,分层隔离、避免重压堆叠,长期保持环件圆度与平面度稳定。
通过锻造、热处理、机加工、储运全流程变形管控与专业整形手段,可有效解决大口径环形锻件易椭圆、易翘曲、易失圆的行业痛点,保证成品尺寸精度与结构稳定性,满足大型重工装备高标准装配需求。
我们只做好锻件 大型锻件www.sxdxdz.com

文章原创如需转载请注明永鑫生锻造厂提供!



