 新浪微博
新浪微博 腾讯微博
腾讯微博

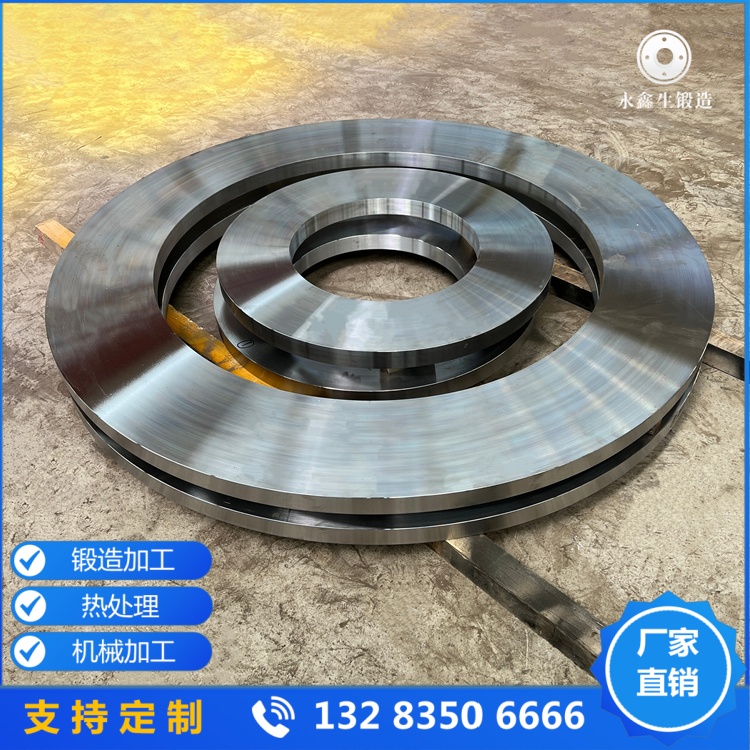
环形锻件粗加工与精加工流程 精度控制要点
环形锻件从锻造热处理毛坯到最终成品,必须经过粗加工、时效去应力、精加工三大核心机加工流程,每一步工艺安排、参数控制都直接决定成品尺寸精度、圆度、平面度、密封性能和装配适配度。很多加工厂只注重精加工,忽略粗加工余量分配与应力释放,导致成品后期变形、精度超差、密封渗漏。规范梳理环形锻件粗精加工标准流程,掌握关键精度控制要点,是保障精密环件品质的核心。
环形锻件粗加工主要任务是去除大部分锻造余量、氧化皮、表面缺陷,初步成型轮廓。锻造毛坯表面氧化皮厚、余量不均匀、存在锻造起皮、折叠等表层缺陷,粗加工采用大切深、快进给,快速车削内外径、端面,去除多余余量,预留合理精加工余量,一般单边留 2—5mm 精车余量为宜,根据环件直径和壁厚灵活调整。粗加工不需要追求极高光洁度,重点是把不规则毛坯修整规整,去掉表层缺陷,为后续精加工打好基础。
粗加工完成后必须安排时效去应力工序,这是很多厂家省略却至关重要的一步。粗加工切削去除了表层金属,原有锻件残余应力重新分布,若直接精加工,加工当时尺寸合格,放置一段时间或安装受力后,应力缓慢释放造成圆度失圆、端面翘曲、尺寸漂移。通过自然时效或低温去应力热处理,让残余应力充分释放稳定,再进行精加工,可从根源杜绝后期变形。
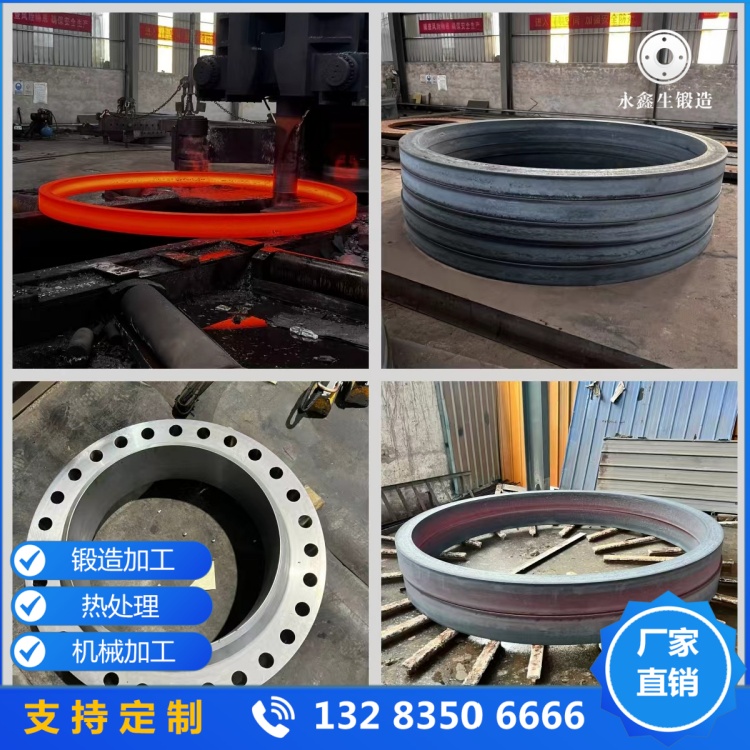
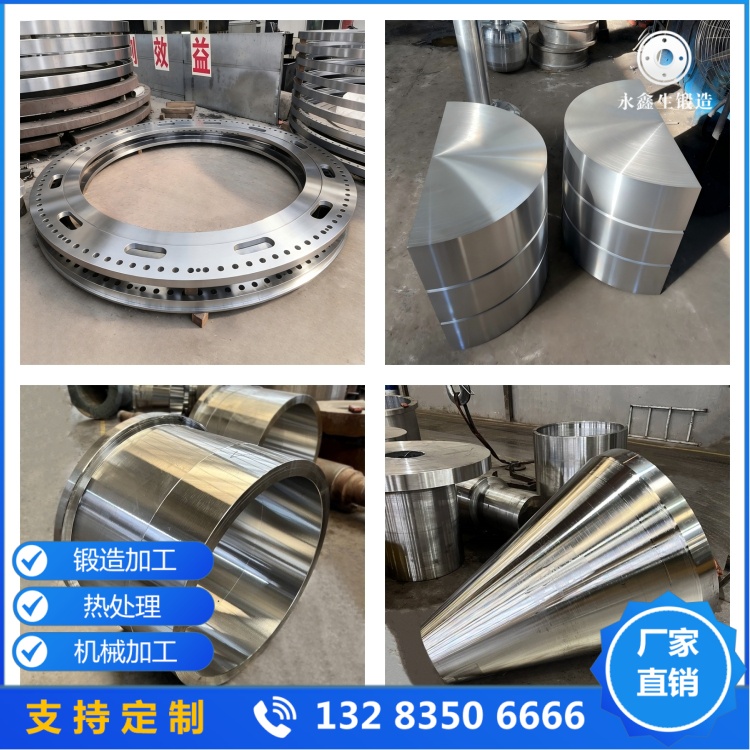
精加工是决定成品精度的关键工序,任务是精车内外径、精车端面、控制圆度平面度、保证公差与表面光洁度。采用小切深、低进给、高转速精细车削,分多次走刀逐步修光,严控尺寸公差、同轴度、平行度;密封端面、法兰连接面严格保证平面度与粗糙度,确保装配后密封严密、无介质渗漏;螺栓孔位、倒角、坡口按图纸精准加工,做到尺寸标准、外观规整。
精度控制核心要点:
1. 合理分配加工余量:粗加工多去余量、精加工少切削,余量过大会增加精加工应力,过小无法修正毛坯误差。
2. 粗精分开、必做时效:坚决不粗精加工一次性完成,预留应力释放周期,锁住尺寸稳定性。
3. 优化装夹方式:采用软爪、多点支撑、对称压紧,禁止单点强力夹持,减少装夹弹性变形。
4. 选用合适刀具与切削参数:合金钢、不锈钢环件选用耐磨合金刀具,小切深、多次走刀,降低切削热与振纹,保证表面精度。
5. 多点均分测量:按八等分、十二等分点位检测内外径、壁厚、圆度,避免局部偏差漏检,及时微调补偿。
6. 加工环境恒温管控:避免车间温差过大造成工件热胀冷缩,尺寸忽大忽小,精密环件尽量在恒温车间完成精加工。
7. 完工平稳存放:精加工后立放或多点平放,避免悬空受力,保护已加工精度不被破坏。
严格遵循粗加工 — 时效 — 精加工标准流程,落实各项精度控制要点,就能稳定产出尺寸精准、圆度规整、平面度达标、密封性优良的环形锻件,满足风电、压力容器、精密机械等高端装备的装配精度要求。
我们只做好锻件 大型锻件www.sxdxdz.com

文章原创如需转载请注明永鑫生锻造厂提供!



