 新浪微博
新浪微博 腾讯微博
腾讯微博

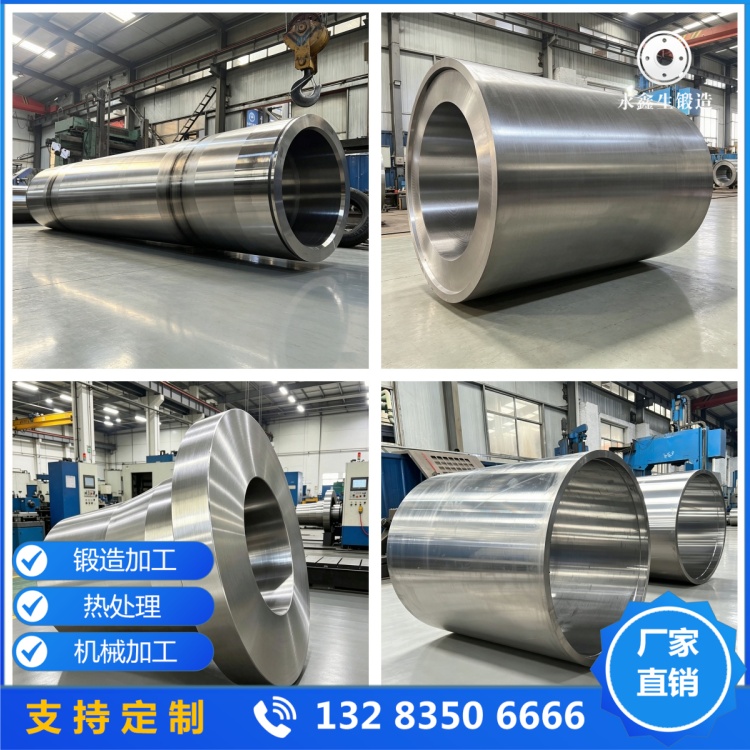
大型筒体锻件热处理工艺及质量控制标准
大型筒体锻件经过高温锻造成型后,内部存在残余锻造应力、晶粒组织不均匀、硬度偏差大等问题,若不经过规范热处理处理,锻件在使用过程中极易出现变形、开裂、疲劳失效等故障。热处理是优化筒体锻件金相组织、消除残余应力、平衡力学性能、提升使用寿命的核心工序,也是大型筒体锻件质量管控的关键环节。本文详细讲解大型筒体锻件主流热处理工艺,并梳理标准化质量控制规范,为锻件生产质控提供技术支撑。
大型筒体锻件常用热处理工艺主要包含退火、正火、调质、回火四大类,不同工艺适配不同材质和工况的筒体产品。退火工艺主要用于锻造后的粗加工阶段,通过高温加热、长时间保温、随炉缓慢冷却的方式,彻底消除筒体锻件内部的锻造残余应力,软化锻件材质,细化粗大晶粒,降低材料硬度,方便后续机械精加工。该工艺多用于大直径厚壁筒体,可有效规避加工过程中工件变形、开裂的问题,稳定锻件内部组织状态。

正火工艺是筒体锻件通用的基础热处理方式,将锻件加热至奥氏体化温度以上,保温后空冷处理。正火能够均匀细化锻件金相组织,消除锻造产生的组织缺陷,提升材料致密度和整体强度,改善锻件切削加工性能。相较于退火,正火生产效率更高,晶粒细化效果更好,广泛应用于碳钢、普通合金钢筒体锻件的批量处理,可有效提升锻件整体力学性能均匀性。
调质处理是高端压力容器、风电、高压设备筒体锻件的核心工艺,由淬火+高温回火两道工序组成。淬火可大幅提升锻件硬度和强度,高温回火能够消除淬火应力,平衡材料韧性和塑性,避免锻件过硬脆裂。经过调质处理的筒体锻件,具备高强度、高韧性、抗疲劳、抗冲击的综合性能,完美适配高压、交变载荷、高温等复杂工况,是高端工业筒体锻件的标配工艺。针对耐热、耐高压合金筒体,还会采用专用等温调质工艺,进一步优化组织稳定性。
在热处理过程中,严格的质量控制标准是保障工艺效果的关键。首先是温度控制标准,需根据锻件材质、壁厚、尺寸精准设定升温速率、保温温度、冷却方式,杜绝温度过高导致晶粒粗大、温度不足导致组织未细化的问题。厚壁筒体必须采用梯度升温、分段保温工艺,保证工件内外温度均匀,避免温差产生二次应力。其次是时间管控,保温时长需匹配工件厚度,确保内部组织完全转变,冷却速率严格遵循工艺标准,杜绝快速冷却产生裂纹。

成品质量检测标准同样至关重要,热处理后的筒体锻件需进行多项检测:力学性能检测,包含抗拉强度、屈服强度、伸长率、冲击韧性等指标,必须符合国标及客户技术要求;金相组织检测,排查晶粒粗大、组织不均、渗碳脱碳等缺陷;无损探伤检测,检测热处理后是否产生延迟裂纹、内部缺陷;尺寸形变检测,校验筒体圆度、直线度、壁厚公差,杜绝热处理变形超标产品出厂。
总而言之,热处理工艺直接决定大型筒体锻件的最终使用性能,标准化的工艺操作和严格的质量管控,能够彻底解决锻造缺陷、应力残留、性能不均等问题,保障筒体锻件在复杂工况下长期稳定运行,是高端筒体锻件生产不可或缺的核心环节。
我们只做好锻件 大型锻件www.sxdxdz.com

文章原创如需转载请注明永鑫生锻造厂提供!



