 新浪微博
新浪微博 腾讯微博
腾讯微博

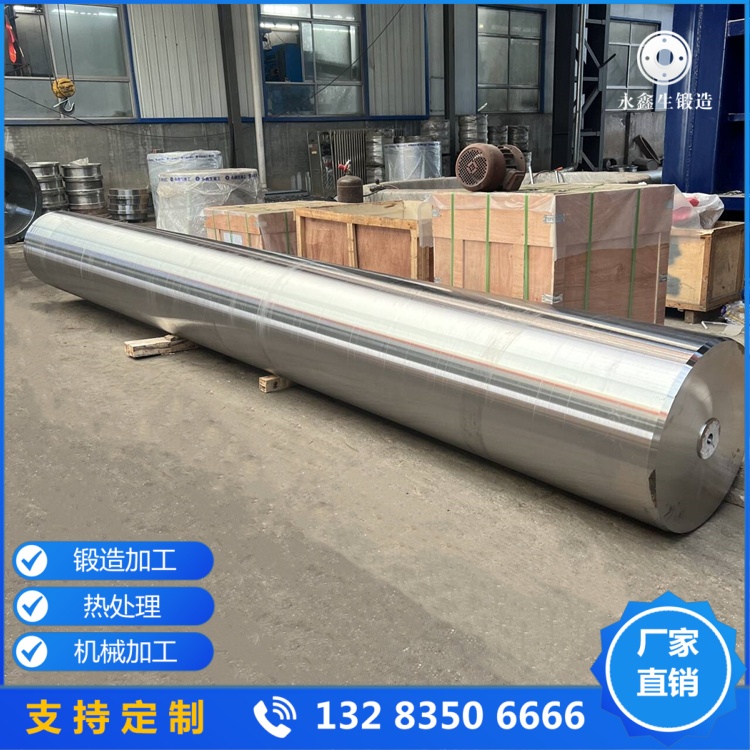
大型不锈钢锻件生产要点:工艺把控决定产品品质
大型不锈钢锻件多指大直径环形锻件、长轴锻件、厚壁异形锻件,广泛应用于海上风电、大型压力容器、远洋船舶、海洋平台等高端装备,单体重从数吨到十几吨不等。由于不锈钢导热慢、锻造温度区间窄、变形抗力大,再加上体积大、自重高、壁厚不均等特点,大型不锈钢锻件生产难度远高于普通中小型锻件,全流程工艺把控直接决定最终产品品质。本文从原料、加热、锻造、热处理、整形冷却、检测六大环节,详解大型不锈钢锻件核心生产要点。
原材料管控是品质源头,大型不锈钢锻件严禁使用劣质料、回炉料。必须选用电炉 + LF 精炼 + VD 真空脱气高纯净钢锭,严格控制碳含量、硫磷杂质以及非金属夹杂物。奥氏体不锈钢需严控碳含量,降低晶间腐蚀风险;双相不锈钢保证铬、镍、钼元素配比精准,确保锻造后两相组织比例达标。下料阶段精准计算重量,保证锻造比不低于 3.5,厚壁重载件锻造比达到 4 以上,依靠充足塑性变形压实内部疏松、气孔。原材料入库前完成光谱复检与超声波探伤,存在内部缺陷的钢锭直接剔除,从根源杜绝先天质量问题。
分段控温加热,解决不锈钢导热差、温差大难题。大型锻件坯料截面厚、体积庞大,不锈钢导热系数仅为碳钢的 1/3 左右,一次性高温加热会出现表层过烧、芯部温度偏低,金属塑性不均,锻造时极易开裂。生产必须执行三段式慢速加热工艺:低温预热阶段缓慢升温,释放坯料内应力;中温长时间均热,让坯料内外温度完全统一;高温恒温保温,达到最佳锻造塑性区间。全程采用密闭台车式加热炉,智能温控系统实时监控温度,温度误差控制在 ±5℃以内。同时严格划定始锻、终锻温度,奥氏体不锈钢终锻温度不能过低,防止材料冷脆;出炉后采用保温转运工装,减少途中温降,避免表层快速硬化。
锻造成型采用 “轻击快锻、多道次变形” 工艺。大型不锈钢锻件变形抗力大,忌重击、猛锻。自由锻环节先多次镦粗,全方位挤压坯料,压实内部缺陷、细化粗大晶粒;再分级拔长、冲孔,保证坯料居中不偏心。大型环形不锈钢锻件采用数控辗环机成型,设置低速辗压、小压下量、多道次扩径,导向辊全程动态校正圆度,利用设备限位抵消自重下垂造成的椭圆变形。整个锻造过程保证金属流动平稳,金属纤维连续完整,不出现折叠、撕裂、壁厚不均等问题。对于超长、超大规格锻件,采用专用支撑工装,防止自重弯曲变形。
热处理是不锈钢锻件性能 “定形” 关键,不同材质工艺严格区分。大型奥氏体不锈钢锻件锻后必须进行固溶处理:高温加热使碳化物充分溶解,随后快速水冷,抑制碳化物析出,恢复材料耐腐蚀性与塑性。冷却速度必须均匀,避免局部冷却过快产生形变。双相不锈钢锻件执行专属固溶控温冷却工艺,精准控制冷却速率,保证奥氏体与铁素体比例均衡,否则会直接损失强度与耐蚀性能。耐热不锈钢 310S、镍基合金锻件,延长保温时间,保证组织稳定与高温性能。大型锻件热处理优先使用井式炉、大型台车炉,保证整圈、整段受热均匀,杜绝局部性能偏差。

冷却、整形与转运,严控后期形变风险。大型不锈钢锻件残余应力复杂,严禁露天风冷、气流直吹。优先采用立式悬挂冷却,利用工装垂直固定,避免卧式摆放受压变形。冷却至室温后立即进行精密校圆、校直,修正锻造、热处理产生的微小形变。转运吊装使用多点柔性吊具,禁止单点起吊、拖拽、磕碰,半成品分区放置在专用支架上,防止外力造成精度损坏。针对尺寸精度要求高的产品,增加低温去应力补充处理,进一步稳定尺寸。
全维度无损检测,守住最后一道防线。大型不锈钢锻件执行逐件全检:超声波探伤分层扫描排查内部深层缺 陷;渗透探伤全覆盖检测内外表面、倒角、过渡区域,筛查微小裂纹、折叠;抽样做金相、力学、腐蚀试验,核验组织、强度、耐蚀性能。所有检测数据、工艺曲线、材质报告统一存档,满足特种设备、海上装备的可追溯要求。
总而言之,大型不锈钢锻件生产环环相扣,每一道工艺细节都会影响最终品质。只有严格把控原料、加热、锻造、热处理、冷却、检测全流程要点,才能产出组织致密、尺寸精准、耐蚀高强的合格产品,满足高端装备长期安全运行要求。
我们只做好锻件 大型锻件www.sxdxdz.com

文章原创如需转载请注明永鑫生锻造厂提供!



