 新浪微博
新浪微博 腾讯微博
腾讯微博

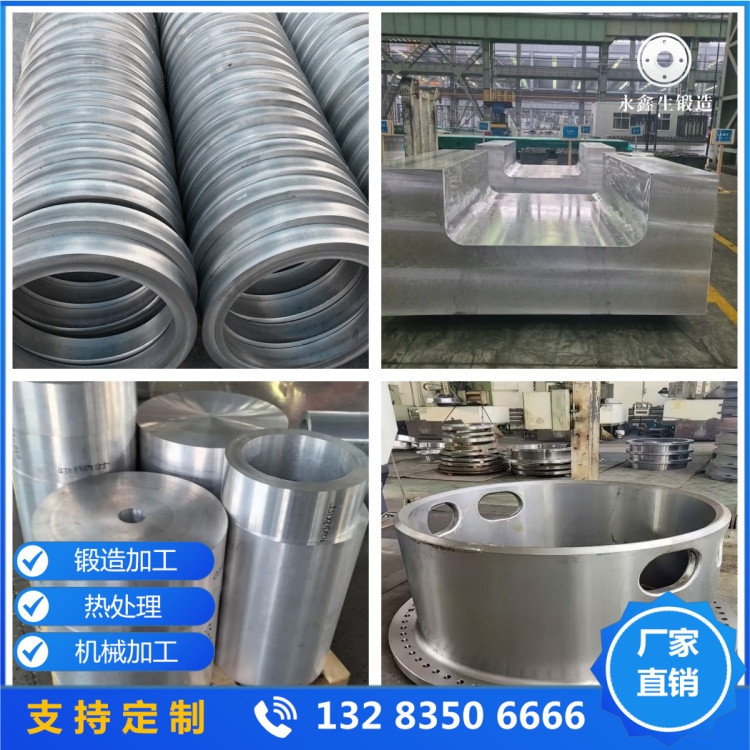
铝合金锻件成型工艺解析 精工锻造赋能高端装备制造
在高端装备制造产业快速升级的当下,轻量化、高精度、高可靠性成为工业零部件的核心发展方向。铝合金锻件凭借密度低、强度高、韧性好、耐腐蚀、易成型等多重优势,全面替代传统铸铝、钢制构件,广泛应用于航空航天、风电船舶、工程机械、新能源等高端领域。相较于普通铸造、冲压铝材,铝合金锻件通过压力成型工艺重构金属内部组织结构,彻底解决铸件气孔、疏松、强度不足等缺陷,是高端装备核心承重、精密传动构件的首选用材。铝合金锻件的成品质量、力学性能、使用寿命,完全取决于成型工艺的精细化把控,深入解析其成型工艺,是理解高端铝锻件核心价值的关键。
铝合金锻件成型是一套系统化、精细化的工艺流程,涵盖原材料预处理、加热控温、预锻成型、终锻精整、整形校直、后续处理等全工序,每一个环节的参数偏差,都会直接影响成品的精度与性能。首先是原材料预处理环节,优质铝锻件始于高品质坯料,行业主流选用6061、7075、2024等航空工业级铝棒、铝锭。原材料进场后,需严格进行成分检测、金相组织筛查,剔除含杂质、晶粒不均、内部有裂纹的坯料。随后通过切割、打磨、清洁处理,去除坯料表面氧化皮、毛刺与污渍,同时进行均匀化热处理,消除原材料铸造应力,细化原始晶粒,让坯料材质均匀统一,为后续锻造成型打下坚实基础。

温度控制是铝合金锻造成型的核心关键,铝合金塑性对温度极其敏感,温度过高易出现过烧、晶粒粗大问题,导致构件韧性下降;温度过低则材料塑性不足,锻造过程中易开裂、变形。行业标准锻造温度区间严格控制在380℃-450℃,根据铝合金系别、构件厚度、成型难度微调参数。坯料采用封闭式加热炉匀速升温,保证整体温度均匀,避免局部温差过大。加热完成后,快速转运至锻造设备,减少温度流失,确保锻造过程中材料始终处于最佳塑性状态,保障成型流畅性与组织致密性。
核心锻造成型工序分为预锻、终锻两大阶段,适配不同结构的铝锻件生产需求。预锻为粗成型环节,主要作用是改变坯料外形,贴合产品基础轮廓,初步打散原始粗大晶粒,让金属纤维开始沿着构件受力方向分布,同时释放内部应力,规避终锻开裂风险。针对环形、异形、大型块状构件,预锻会分步多次施压,逐步填充模具型腔,避免一次性受力过大造成材料堆积、褶皱。终锻是决定产品精度与力学性能的关键工序,采用高精度液压锻造设备,精准控制锻造压力、打击速度、保压时间,使金属材料充分流动、紧密填充模具,彻底消除内部疏松、空隙缺陷,让金属纤维连续完整,大幅提升构件抗拉、抗冲击、抗疲劳性能。
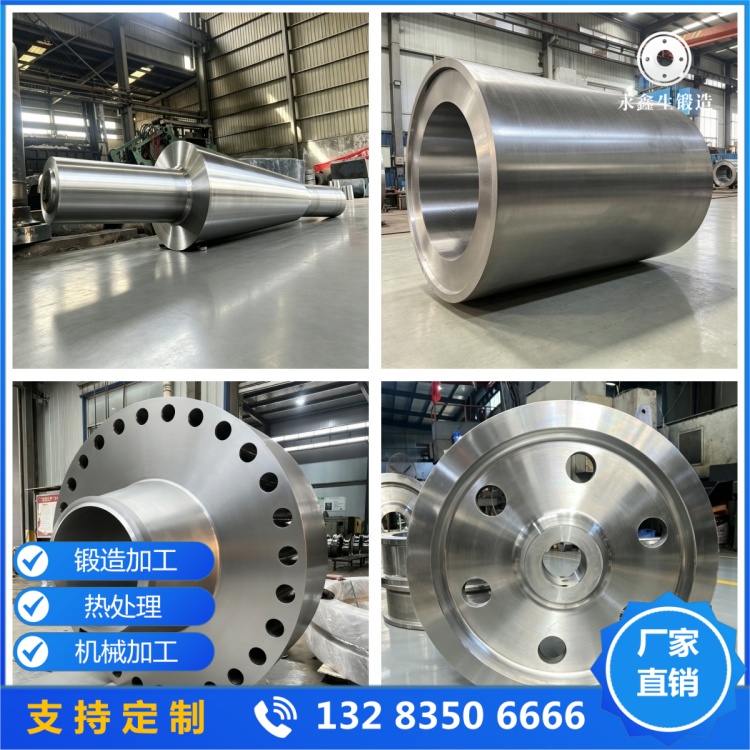
根据产品结构差异,主流成型工艺分为模锻、自由锻、等温锻造三类。模锻适用于高精度、大批量、结构复杂的精密构件,模具定型度高,成品尺寸精准、一致性好,广泛用于航空配件、新能源精密零件;自由锻适配大型、异形、大余量重型锻件,工艺灵活,可生产超大环形、筒体类铝锻件,多用于风电、重型工程机械领域;等温锻造则通过恒定温度成型,解决薄壁构件温差变形问题,是高端航空薄壁铝锻件的核心成型工艺。
锻造完成后,还需经过整形校直、去毛刺、精加工等后续工序。高温锻造后的构件存在轻微形变与残余应力,通过冷校直工艺修正尺寸偏差,保证构件平整度、同轴度达标;再通过数控精加工去除多余余量,细化孔位、边角、曲面结构,满足高端装备的精密装配需求。最后搭配阳极氧化、硬质氧化等表面处理,提升锻件耐腐蚀、耐磨性能。
如今,高端装备制造对零部件的要求持续升级,传统粗放锻造工艺已无法满足行业需求。精细化、智能化、一体化的锻造成型工艺,能够最大化挖掘铝合金材料性能优势,打造高强度、高精度、高稳定性的铝锻件产品。未来,随着智能锻造设备、恒温精密成型技术的迭代升级,铝合金锻件成型精度与综合性能将持续提升,持续为航空航天、新能源、重型装备等高端领域赋能,成为装备制造业轻量化升级的核心支撑。
我们只做好锻件 大型锻件www.sxdxdz.com

文章原创如需转载请注明永鑫生锻造厂提供!



