 新浪微博
新浪微博 腾讯微博
腾讯微博

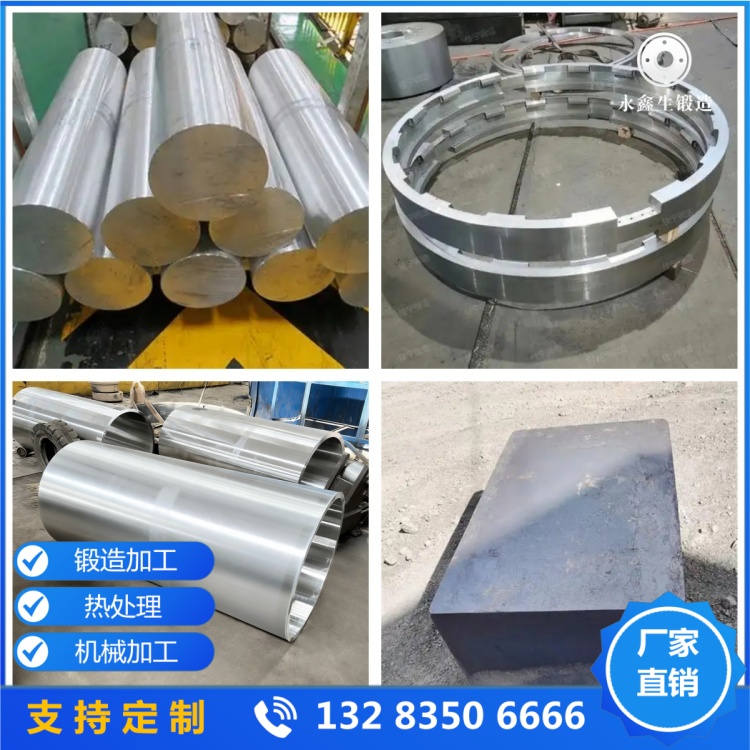
从锻造到热处理 全流程把控铝锻件综合力学性能
铝锻件的核心竞争力在于优异的综合力学性能,包括抗拉强度、屈服强度、硬度、韧性、抗疲劳性、尺寸稳定性等,而这些性能并非由原材料单一决定,而是由锻造工艺、热处理工艺、后续精加工的全流程精细化把控共同塑造。很多企业在采购铝锻件时,常出现同牌号、同规格产品性能差距大、使用寿命参差不齐的问题,核心原因就是生产全流程工艺管控标准不一。想要打造高性能、高稳定性、长寿命的优质铝锻件,必须实现从锻造成型到热处理强化的全工序精准管控,系统性优化产品力学性能。
锻造工艺是奠定铝锻件力学性能的基础,直接决定构件内部组织结构与纤维分布状态。原材料铝坯为铸造成型,内部存在粗大晶粒、疏松间隙、铸造应力等天然缺陷,力学性能薄弱。而锻造过程通过外力高压挤压、锤击、施压,打碎粗大铸造晶粒,细化组织结构,压实内部空隙,让金属材料致密度大幅提升。同时,精准的锻造工艺可以引导金属纤维沿着构件受力方向连续、均匀分布,彻底改变铸造铝材纤维杂乱、断裂的问题,从根源上提升构件的抗拉、抗冲击、抗疲劳性能。

锻造阶段的三大核心管控要点为温度、压力、成型节奏。锻造温度直接影响材料塑性与晶粒细化效果,温度过高会导致晶粒粗大、材料过烧,韧性大幅下降;温度过低则材料塑性不足,锻造易产生微裂纹、残余应力。行业主流铝合金锻造温度严格控制在380℃-450℃,全程闭环温控,保证坯料温度均匀稳定。锻造压力需根据构件尺寸、厚度、材质精准调节,压力不足则晶粒细化不彻底、致密度不够,压力过大则易产生过度变形、内部应力堆积。同时采用分步预锻+终锻的成型节奏,逐步释放应力、优化组织,避免一次性成型带来的性能缺陷。
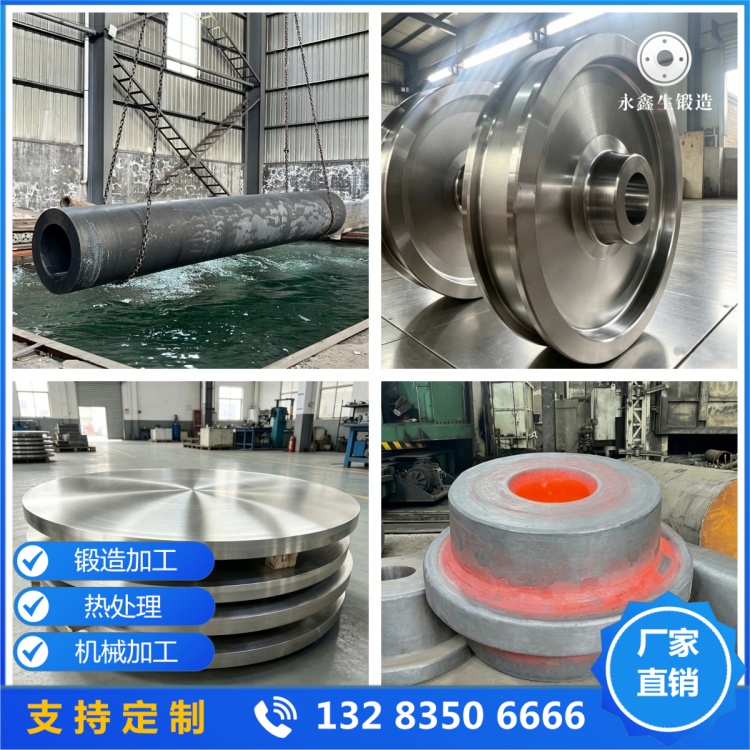
热处理工艺是铝锻件力学性能升级的核心关键,是实现铝材高强度、高稳定的核心工序,也是区分普通铝锻件与高端铝锻件的核心标准。未经热处理的锻造铝件,虽组织结构优于铸件,但强度、硬度、稳定性仍无法满足高端工业工况需求,必须通过固溶处理与时效处理双重工艺完成性能强化。
固溶处理是将锻造后的铝锻件重新加热至特定高温区间,保温足够时长,让合金元素充分溶解、均匀扩散,消除锻造过程中产生的组织不均、成分偏析问题,使构件内部材质趋于一致。随后快速淬火冷却,锁住高温均匀组织结构,让铝材具备后续时效强化的基础。固溶处理的温度、保温时间、冷却速度必须精准把 控,参数偏差会直接导致合金元素溶解不充分或组织畸变,造成产品强度不达标、性能不稳定。
时效处理分为自然时效与人工时效,工业高端铝锻件均采用精准人工时效。淬火后的铝锻件内部处于亚稳定状态,通过低温恒温保温,让溶解的合金元素均匀析出,形成细密强化相,大幅提升铝材的抗拉强度、屈服强度与硬度。同时,时效处理能够有效释放锻造、淬火过程中产生的残余应力,避免构件后期变形、翘曲、开裂,提升尺寸稳定性与抗疲劳性能。常见的T6、T651、T73等热处理状态,均是通过不同时效参数、去应力工艺实现性能差异化,适配不同工况需求。
热处理完成后,后续精加工与时效稳定处理是保障力学性能长效稳定的补充工序。精加工过程中会产生少量机械应力,通过低温去应力回火处理,可彻底消除加工应力,保证构件长期使用无变形。同时,通过超声波探伤、力学性能抽样检测,筛查内部微裂纹、组织缺陷,确保每一件产品力学性能均匀、稳定、达标。
全流程工艺管控的核心价值,在于实现铝锻件力学性能的均衡统一。锻造负责优化物理组织结构、奠定性能基础,热处理负责强化材料强度、消除应力、稳定性能,后续精整工艺负责锁定精度、保障长效可靠性。全工序闭环管控,能够彻底解决普通铝锻件强度不足、易变形、易疲劳、性能参差不齐的痛点,让铝锻件兼具高强度、高韧性、高稳定、长寿命的综合优势。
在高端装备制造快速发展的当下,工业设备对铝锻件力学性能的一致性、稳定性要求持续提升。只有严格把控锻造、热处理、精加工全流程工艺参数,建立标准化、精细化的生产管控体系,才能生产出适配航空航天、重载机械、新能源、海洋工程等高端工况的优质铝锻件,为高端装备稳定运行提供核心材料保障。
我们只做好锻件 大型锻件www.sxdxdz.com

文章原创如需转载请注明永鑫生锻造厂提供!



