 新浪微博
新浪微博 腾讯微博
腾讯微博

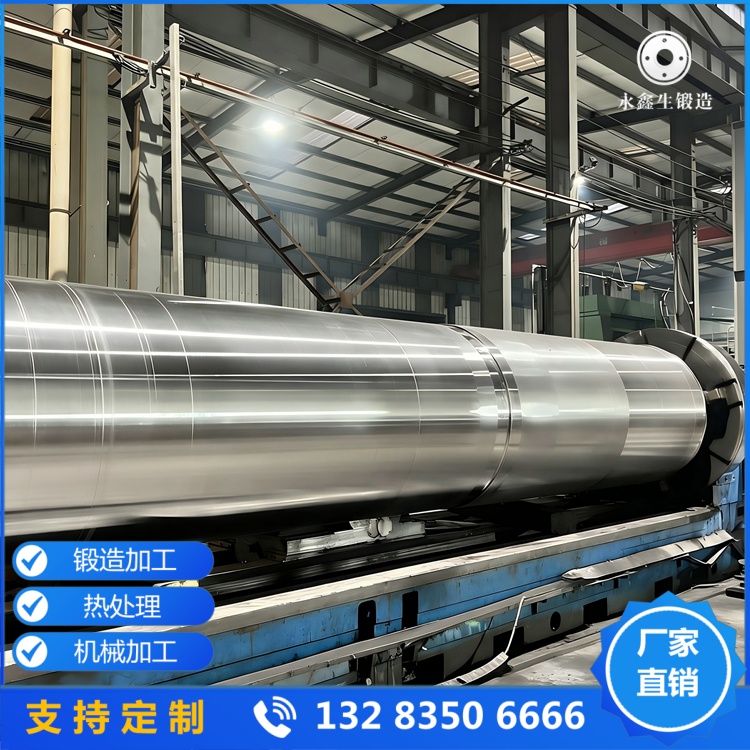
16Mn 高压锻管 承压管道核心构件的生产与品质把控
在高压流体输送、压力容器配套、电站高压管路、重型化工压力管道等场景中,管件需要长期承受高内压、冲击载荷与介质冲刷,普通 45# 碳钢管材承压能力不足,易发生鼓包、开裂、爆破等安全事故。16Mn 作为老牌低合金高强度结构钢,凭借优异的高压承载能力、低温韧性与焊接性能,成为高压管道的主力材质。16Mn 高压锻管依托整体锻造工艺,组织致密、承压极限高,是高压管路系统不可或缺的核心构件。本文围绕产品性能、锻造生产流程、全流程品质把控体系展开详细讲解。
16Mn 钢材属于锰系低合金高强度钢,在普通碳钢基础上添加锰合金元素,优化金相组织,屈服强度、抗拉强度远高于 45# 钢,承压能力提升明显,专门适配高压工况。同时它保留了良好的塑性与焊接性能,管路现场拼接、维修便捷。低温韧性是 16Mn 的一大亮点,相较于普通碳钢,它在低温环境下不易发生冷脆,可应用于北方户外高压管路、低温介质输送管道。耐高温方面,它可短期耐受中温环境,连续使用温度建议控制在 350℃以内。防腐性能与普通碳钢接近,本身不耐酸碱、盐雾腐蚀,高压腐蚀工况需搭配外部防腐或更换不锈钢材质。
基于以上性能特点,16Mn 高压锻管的核心定位十分清晰:常温 / 低温、高压、无强腐蚀的工业管路系统,广泛用于压力容器接管、电站高压给水管道、油气低压输送管、重型机械高压液压管路、城市高压输水管道等领域。
锻造工艺是释放 16Mn 高压性能的关键,高压管件对内部致密性、缺陷控制要求严苛,锻造全流程必须建立标准化品质管控体系。第一环节为原材料管控,这是品质源头。选用合格 16Mn 钢锭、连铸坯,每批次原料附带原厂材质单,入库后抽样做光谱成分分析、超声波探伤,严格排查内部缩孔、夹渣、裂纹等先天缺陷。高压管件严禁使用回收料、杂料,原料不合格直接剔除。根据管件规格精准下料,计算锻造比,高压锻管锻造比不低于 3,大口径厚壁高压管件锻件比提升至 3.5 以上,确保变形量充足,压实内部缺陷。
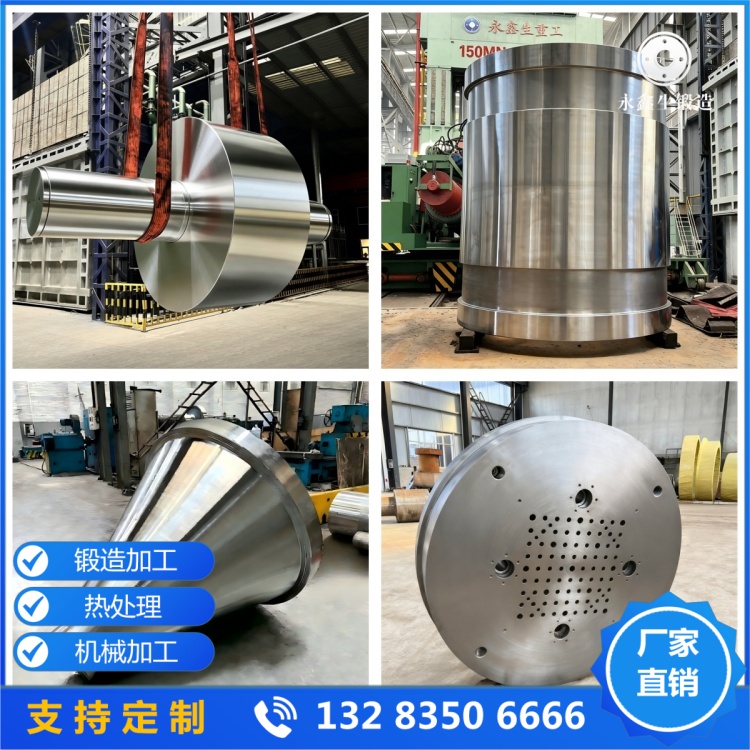
第二环节:加热工序品质把控。16Mn 钢锻造温度区间较宽,但高压管件坯料多为厚壁结构,依旧采用均匀加热方式。采用工业加热炉整体升温,保证坯料通体温度一致,避免局部温度过高造成晶粒粗大,或温度不足导致锻造抗力过大。严格管控始锻、终锻温度,温度超标会降低管件力学强度,温度偏低易引发锻造裂纹。出炉后快速转运,减少温降,保证锻造过程塑性稳定。
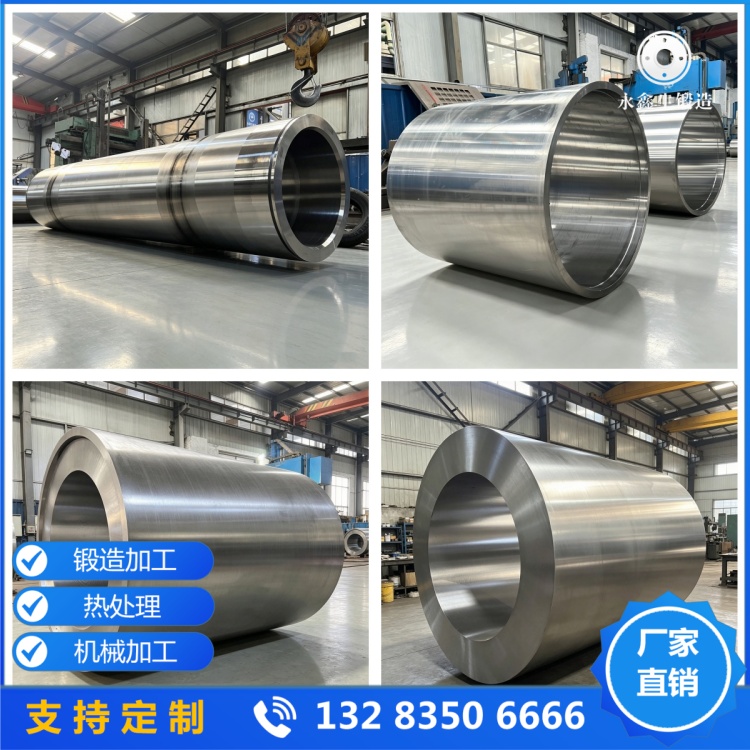
第三环节:锻造成型过程实时管控。根据管件口径、壁厚选择自由锻或专用锻管设备,采用多道次渐进式锻打,逐步完成冲孔、拔长、精整。全程监控管件外形、壁厚、圆度,杜绝折叠、偏心、壁厚不均等外观缺陷。依靠大变形量,将原材料内部微小孔隙彻底压实,让金属纤维连续分布,打造极致致密的内部结构,这是管件承受高压不渗漏、不开裂的核心保障。成型后逐件外观检查,有明显缺陷的半成品直接报废,不流入下一道工序。
第四环节:热处理品质管控。锻造后的 16Mn 高压锻管存在残余应力,若不消除,高压运行过程中应力叠加易引发开裂。常规高压锻管锻件采用正火处理,均匀组织、释放应力、提升韧性;低温环境、超高压工况的锻管,采用正火 + 回火复合工艺,进一步优化低温韧性与结构稳定性。热处理过程记录温度曲线、保温时长,确保工艺执行到位,完成后抽样做硬度、力学拉伸试验,核验强度指标是否达标。
第五环节:精加工与尺寸管控。按照高压管道设计标准,精密加工管径、壁厚、连接端面、法兰配合位,严格把控形位公差。高压管路配合间隙直接影响密封效果,尺寸偏差必须控制在极小范围。加工完成后去除毛刺、锐边,避免应力集中。
第六环节:成品检测,高压管件出厂前的最后一道防线。执行多重检测标准:首先是水压试验,按照管路设计压力的 1.25~1.5 倍做耐压测试,保压一定时长,检查管件无渗漏、无变形为合格;其次是无损探伤,采用超声波探伤排查内部缺陷,渗透探伤检测表面微裂纹;最后复核尺寸、外观,所有检测数据、工艺记录、材质报告统一存档,实现产品可追溯,满足特种设备监管要求。
在实际应用中,16Mn 高压锻管凭借高承压、高韧性、低成本的优势,牢牢占据国内中高压碳钢管道市场。品质把控贯穿从原料到成品的每一个环节,任何一道工序的疏漏,都可能给高压管路埋下安全隐患。对于生产企业而言,标准化的品控体系是立足根本;对于采购方而言,优先选择具备完整检测能力、可提供全套报告的正规厂家,才能保障高压管路长期安全运行。
我们只做好锻件 大型锻件www.sxdxdz.com

文章原创如需转载请注明永鑫生锻造厂提供!



