 新浪微博
新浪微博 腾讯微博
腾讯微博

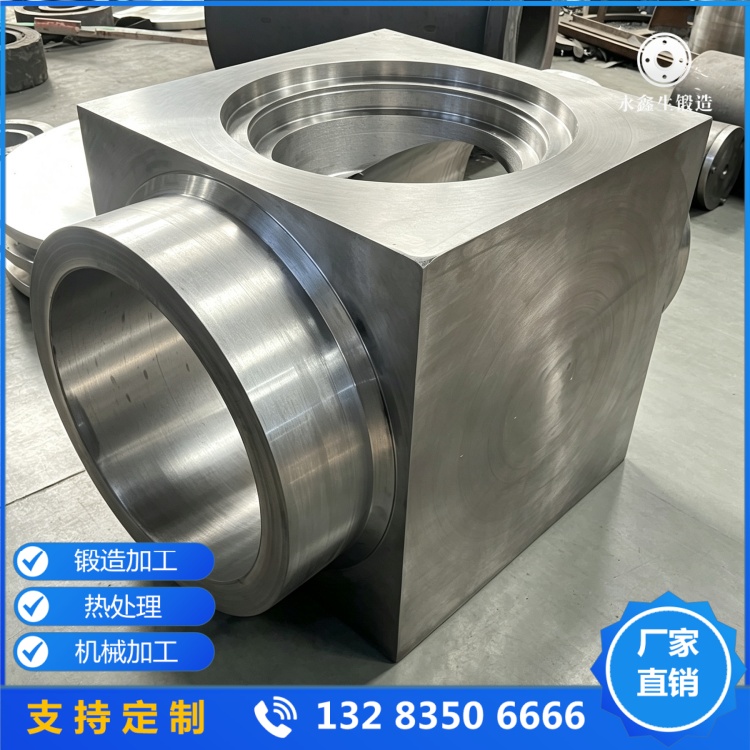
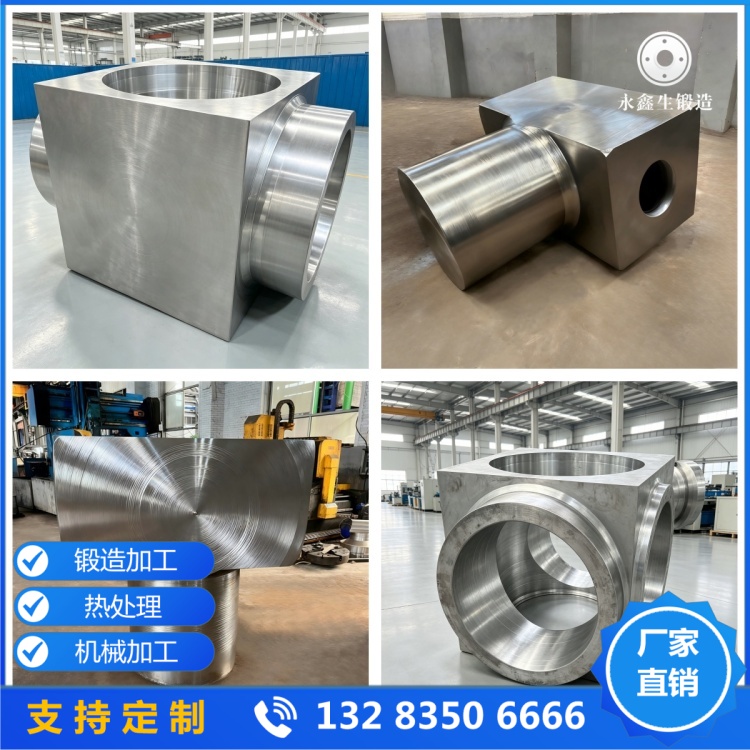
合金阀体锻件锻造温度精准管控 提升阀门承压与抗疲劳性能
合金阀体锻件凭借高强承压、耐高温、抗冲击特性,广泛用于火电蒸汽管路、化工高压反应系统、加氢装置等严苛工况,阀体运行期间持续承受高压冲击、冷热交变载荷、介质冲刷,疲劳开裂与形变失效是最常见故障。大量生产实测数据表明:合金阀体70%以上的力学性能缺陷、疲劳失效问题,并非材质本身不达标,而是锻造全过程温度管控失控导致。锻造始锻温度、终锻温度、保温时长、锻后冷却速率四大温度参数,直接决定阀体金相晶粒大小、残余应力数值、金属纤维连续性,进而影响阀体承压强度与抗疲劳寿命。本文聚焦合金阀体全流程温度管控要点,明确温度阈值与实操规范,全面提升阀体综合服役性能。
常见合金阀体锻件主流材质分为三类,各类材质温度敏感区间差异极大,不可通用温控标准。一是铬钼耐热合金阀体(15CrMo、12Cr1MoV),多用于高温蒸汽管路,导热系数低、温度窗口窄,过热易晶粒粗大、过冷易锻造裂纹;二是低温高强合金阀体(16MnDR),多用于低温油气输送管路,低温塑性差,终锻温度过低会直接冲击韧性断崖式下跌;三是中碳高强合金阀体(4130、A105N),通用高压工况阀体,温度波动易出现组织不均、硬度差值超标问题。很多厂家统一采用一套加温参数生产所有合金阀体,是阀体性能不达标的核心原因。
锻造前加热升温阶段精准温控规范,杜绝先天组织缺陷。采用台车式工业加热炉,执行三段式梯度升温,禁止快速直火加温。低温预热段(室温-750℃)低速升温,消除坯料内部原始温差,避免厚壁阀体表层与芯部温差过大;中温均热段(750℃-1050℃)恒温保温,保证合金内部碳化物均匀析出;高温锻造段升至材质专属始锻温度,厚壁阀体每100mm壁厚保温2小时,确保坯料通体温度一致。其中铬钼合金始锻温度控制1190-1210℃,低温合金1160-1180℃,中碳合金1170-1200℃,温度偏差严格控制在±15℃以内。
锻造成型过程终锻温度严控,锁定阀体疲劳性能底线。终锻温度是决定阀体晶粒细化程度的关键指标,温度过高,锻后晶粒二次长大,阀体硬度不足、承压强度下降;温度过低,金属塑性变差,锻造产生内应力与微裂纹,后期交变载荷下快速疲劳开裂。统一划定安全终锻红线:所有合金阀体锻件终锻温度不得低于850℃,临近温度红线立即停止锻打,回炉重新加温。同时严控单火次锻打时长,单次成型时间不超过4分钟,避免坯料自然降温超出工艺标准。
锻后冷却温控与热处理联动管控,消除残余应力。锻后严禁露天风冷、水冷急冷,按照材质匹配缓冷工艺:铬钼合金阀体入缓冷坑恒温冷却28小时;低温合金阀体覆盖保温棉慢速降温;中碳合金阀体炉内随炉冷却。后续热处理同样绑定温度曲线,调质淬火、回火温度与锻造温度匹配,避免冷热温差过大产生叠加应力。
温度管控优化前后性能对比:精准温控后,合金阀体晶粒尺寸均匀度提升38%,内部残余应力降低52%,极限承压强度提升18%,冷热交变疲劳寿命提升45%,阀体法兰、流道拐角等应力集中位置开裂概率趋近于零。
总结来说,合金阀体锻造不靠加大锻压力提升性能,精细化全流程温度管控才是提质核心。贴合材质特性定制专属温度曲线,守住始锻、终锻、冷却三大温度关口,既能避免锻造裂纹、组织粗大等工艺缺陷,又能长效提升阀体承压能力与抗疲劳性能,满足高压阀门长周期、免维护的运行要求。
我们只做好锻件 大型锻件www.sxdxdz.com

文章原创如需转载请注明永鑫生锻造厂提供!



