 新浪微博
新浪微博 腾讯微博
腾讯微博

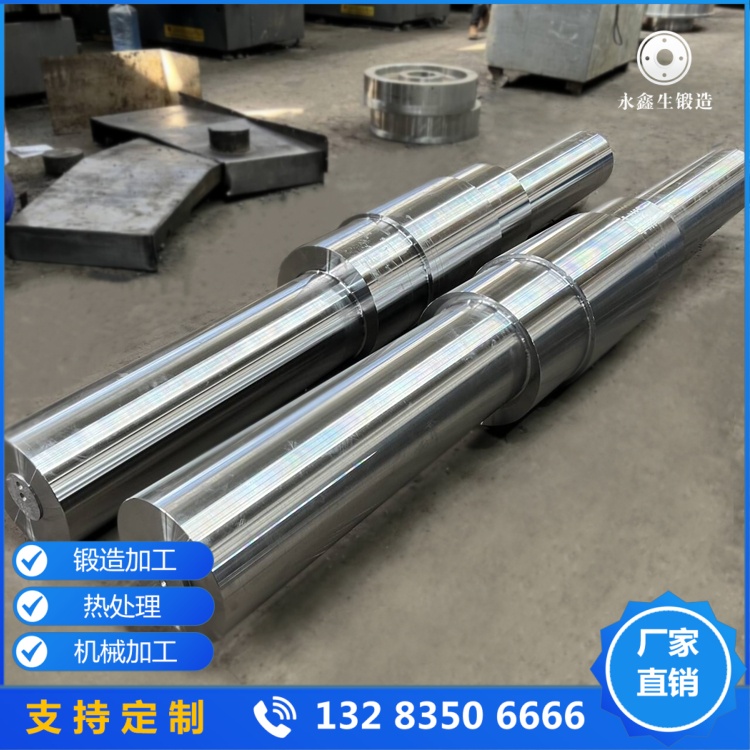
船用曲轴曲柄锻件锻造,柴油机连杆锻件精加工出货快
船舶柴油机作为动力核心,曲轴锻件、曲柄锻件、连杆锻件长期高频往复受力,锻造质量、精加工精度直接决定主机使用寿命。不少船厂反馈这类动力锻件供货周期长,山西永鑫生重工优化生产排产流程,自有锻造、热处理、精加工全套设备,曲轴、曲柄自主锻造,连杆标准化精加工,大幅缩短整体出货时间。
曲轴与曲柄锻造难度远高于普通轴类锻件。大型船用曲轴为多拐异形结构,锻造时金属流动不均匀,拐部容易产生疏松、流线切断,重载工况下极易出现疲劳裂纹。我们依托 15000 吨大型油压机,采用专用分步错移锻造工艺,多道次镦粗压实芯部组织,锻造比达到 4 以上,让金属流线贴合曲轴外形,提升抗疲劳性能。曲柄作为分体配套件,锻造工艺与曲轴保持统一,装配后受力均匀,不会出现应力偏差。
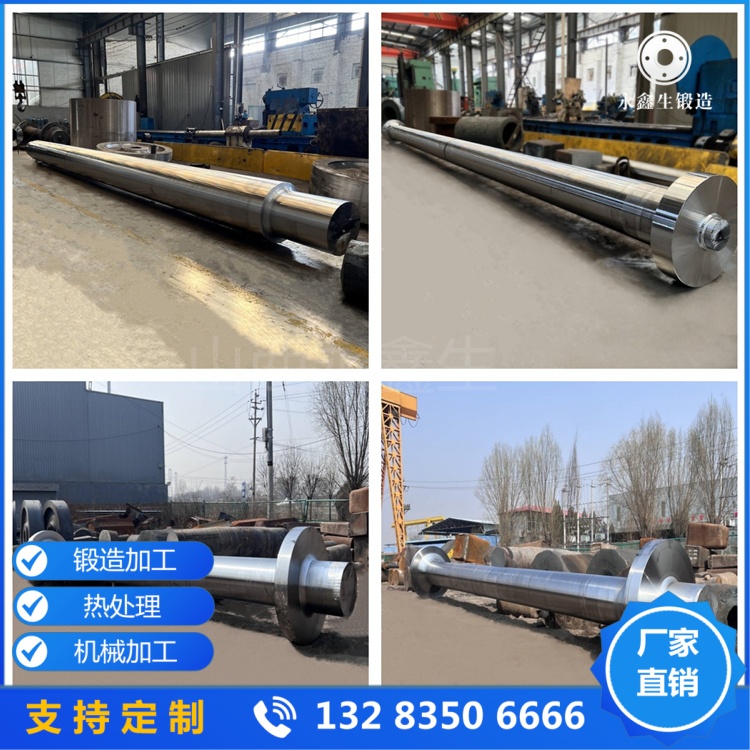
锻造环节提前批量备料,压缩生产等待时长。我们常备曲轴、曲柄专用镍铬钼合金钢钢锭,客户下单后无需等待原料采购,直接安排加热锻造。锻造全程红外实时测温,严格把控终锻温度,避免低温锻造产生隐形缺陷,不合格毛坯直接回炉,不流入下一道工序。毛坯锻造完成后立即送入 22 米热处理炉,同步完成退火、调质处理,不用单独排队等候热处理工位。
连杆锻件采用标准化精加工流水线,出货效率更高。连杆连接曲轴与活塞,两端大小头、杆身精度要求严苛,我们制定五道固定精加工工序:毛坯抛丸去除氧化皮、粗加工释放余量、低温去应力退火、精密镗孔铣面、成品探伤尺寸复检。所有连杆使用统一工装夹具加工,不用单独调试设备,批量订单可以同步加工,单件非标连杆也能快速安排精加工工位。
尺寸与探伤双重检测把控成品质量。曲轴、曲柄精加工完成后使用三坐标设备检测拐距、轴颈尺寸,公差严格匹配柴油机图纸;连杆两端轴孔圆度、同轴度逐项记录。全部动力锻件完成精加工后 100% 磁粉探伤,曲轴大件额外增加超声波探伤,排查内外部缺陷。探伤、尺寸检测同步进行,检测完成即可整理全套出厂资料,减少收尾等待时间。

针对工期紧急的维修船舶、新船赶工项目,我们开通优先排产通道。常规中小型连杆锻件现货毛坯精加工 3-5 天即可出货;中小型曲轴、曲柄锻件合理调配锻造、热处理工位,压缩工序间隔时间。同时配套一站式服务,客户采购曲轴、曲柄、连杆时,可同步订购中间轴、艉轴、联轴节等其他船用锻件,整套锻件同步完工统一发货,省去分批收货的麻烦。
所有动力锻件配套完整出厂资料,材质光谱报告、热处理曲线、探伤合格记录齐全,符合 CCS 船级社柴油机锻件验收标准。山西永鑫生重工自主锻造船用曲轴、曲柄锻件,连杆标准化精加工生产,设备齐全、排产灵活,有效缩短船舶动力锻件交付周期。
我们只做好锻件 大型锻件www.sxdxdz.com

文章原创如需转载请注明永鑫生锻造厂提供!



