 新浪微博
新浪微博 腾讯微博
腾讯微博

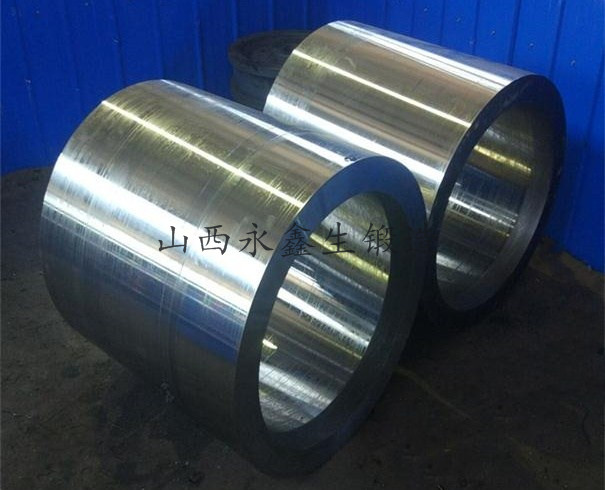
锻件成品是如何检查的?
锻件成品的检验及质量控制:成品检验时间最好安排在批量包装完成30%以上(有些顾客要求验货时包装数量必须超过60%),包装方式达到发货条件。
由专门的成品检验人员按检验文件规定的抽样方案开箱检验,随机抽样。对存放时间很长,储存环境不好的成品,在发货前加大开箱检查数量,有时需把位于上、中、下、侧中的产品都检查。主要检查外观是否生锈、霉变、变色、表面涂料脱落、包装物是否破损或粘附在产品上。
对材质、屈服强度、抗拉强度、冲击功等一些指标如果在成品检验前的某工序已经做过,且记录完好,可以直接引用这些数据,不必重做。成品检验记录的格式应符合顾客要求,电子文档使用的软件应和顾客的质量管理系统兼容。
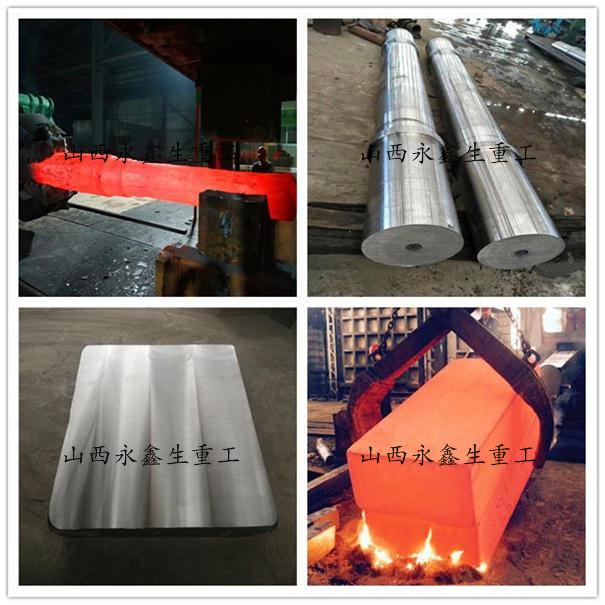
坯料的温度检测和控制。若有温度检测系统,并且带有分选装置,实现温度测量和控制较易实现,可靠度较高,但有一个要点,就是对热电偶要定期比对和校准,并做好记录。对超温料要当班报废,对低温料可再返工加热,并可多次加热使用,对温度合格但未锻坯料,根据产品要求,最多可重复加热2到3次,对要求严格的锻件,这种坯料需集中一起,在锻造结束时作为一个批次生产,并做好记录和标识。对要求不严的车轮锻件,可当班随时处理,无须单独标识和记录。
若没有温度检测系统,应用比色卡比对温度。也可凭经验判断,但须有一定经验的电炉工和炉前工。
锻造制坯时的检测和控制。制坯有镦粗、拔长、折弯、镦头等,若用工装模具且带有限位,则制成的坯料尺寸稳定,质量能有保证。若限位不易实现,应在制坯旁放一个比对物,在制坯操作时随时比对。因制坯操作很快,慢了会导致温度下降很快,尺寸测量难度大,测量操作需要快捷准确,不易实现,因此用比对物的方法,简单易行。
锻造成形工序的检验和质量控制。此工序的主要工作是调整厚度,模具对正,容易出现的缺陷有,尺寸超差、缺材、折叠、错模、磕碰、标记缺失或不清晰、有氧化坑,对难出模的锻件,易出现弯曲或变形。
切边工序检测和质量控制。检查切边尺寸是否合格的便捷方法是用样板,切边工序主要检测内容:毛刺、有无过切、残余飞边大小、有无冲头压痕、有无磕碰、有无冲切变形。
整形工序的检测和质量控制。整形是为了弥补锻造过程中产生的变形,为了达到更精确的尺寸要求和更好的表面形状和粗糙度。整形工序的检查要点是:所整尺寸是否达到预期要求,是否产生压痕,有无矫枉过正,有无干涉到其他尺寸。
我们只做好锻件 大型锻件www.sxdxdz.com

文章原创如需转载请注明永鑫生锻造厂提供!



