 新浪微博
新浪微博 腾讯微博
腾讯微博

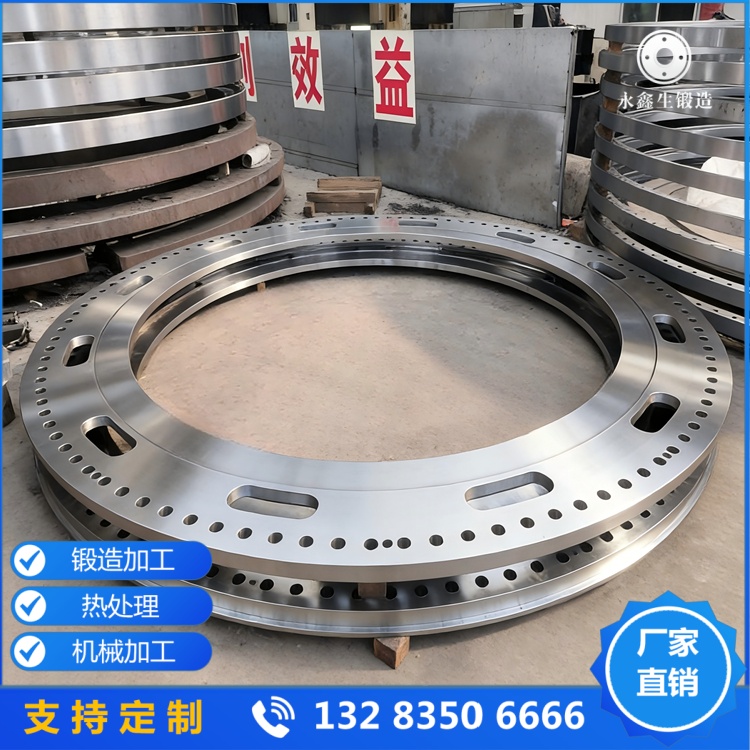
环形锻件交货周期影响因素 如何缩短定制工期
企业采购环形锻件时,常常遇到图纸定制后交货慢、工期拖延、影响设备装配投产进度的问题。环形锻件定制交期受原料、工艺、设备、质检、排产等多重因素影响,理清交货周期核心影响因素,掌握合理缩短定制工期的方法,既能合理规划采购时间,又能紧急订单快速拿货,不耽误项目进度。
影响环形锻件交货周期的主要因素有:第一,原材料备货情况。特殊合金钢、不锈钢、耐热合金、风电专用钢锭属于小众规格,厂家无现货库存时,需要向外采购冶炼订货,采购周期直接拉长整体交期;常规碳钢、普通合金钢锭库存充足,下料投产快,交期自然更短。
第二,产品规格与工艺复杂度。标准中小直径常规环件,锻造、碾环、加工成熟快捷,工期短;大直径厚壁、非标异形、带一体法兰、变径截面环形锻件,锻造难度大、整形耗时、精加工工序多,工艺周期大幅增加;需要调质、固溶、特殊热处理及高等级探伤的高端环件,多一道工序就多一段周期。
第三,生产排产与设备产能。锻造水压机、碾环机、热处理炉、数控立车都有产能上限,订单集中排产拥挤时,新订单往后排队等待;厂家设备齐全、产能充足、多生产线并行,交期更有保障,小作坊单设备单线生产,极易排队拖期。

第四,质检与资料办理周期。要求附带材质报告、探伤报告、力学性能报告、第三方复检的订单,需要抽样送检、实验化验、整理资料,相比只需要毛坯交货的订单,多出 3—7 天质检资料周期。
第五,精加工与物流配送。需要全套精加工、打孔、坡口、防腐涂装的产品,加工工序多、耗时长;偏远地区物流中转、大件整车运输调度,也会小幅影响到货时间。
合理缩短环形锻件定制工期的实用方法:
1. 提前锁定材质与规格,提前下单备货。项目前期确定图纸参数,提前向厂家锁定材质、尺寸、数量,厂家提前备料排产,避免临时加急无原料等待。
2. 优先选用常用标准材质与常规规格。非特殊严苛工况,尽量选用 42CrMo、Q355B、304 等常备材质,避开小众特殊合金,省去原料采购等待时间。
3. 图纸尽量简化非标结构,能标准不异形。在设备允许范围内,简化异形截面、复杂法兰结构,按标准环件工艺生产,成型快、加工省事、工期缩短。
4. 选择全流程自有设备源头厂家。自有炼钢、锻造、碾环、热处理、机加工、探伤全套设备,不外协外发,减少中转等待,全程自家工序流转,交期可控。
5. 紧急订单拆分工艺要求,合理简化非必要工序。非关键工况紧急订单,在不影响使用安全前提下,可简化部分高端探伤、特殊热处理要求,优先保交货。
6. 提前确认图纸与技术协议,避免中途改图。反复修改图纸、变更材质尺寸,会造成已投产工件作废、重新排产,严重延误工期,前期一次性确认到位最省时间。
7. 就近选择本地周边源头厂家,减少大件物流长途中转,缩短运输到货周期。
掌握环形锻件交期影响因素,运用合理备货、选常规材质、锁定图纸、选择全流程厂家等方式,可有效压缩定制生产周期,保障企业设备装配、项目投产按时推进,实现采购省心、工期可控、生产不误工。
我们只做好锻件 大型锻件www.sxdxdz.com

文章原创如需转载请注明永鑫生锻造厂提供!



