 新浪微博
新浪微博 腾讯微博
腾讯微博

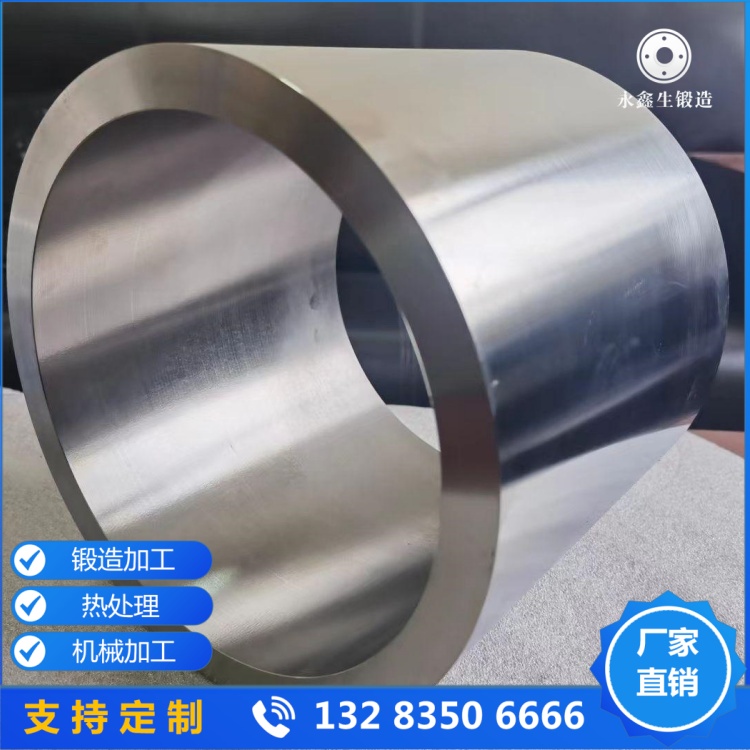
铝筒体锻件锻造难点 精密铝锻件加工技巧
铝筒体锻件是铝合金锻件中结构特殊、制造难度较高的品类,多应用于压力容器筒体、新能源设备筒型结构、航空军工筒形配件、机械重型套筒等领域,以 7075、2A02、6061 等高精铝材为主,采用整体自由锻碾环一体成型,无焊缝、组织致密、同轴度高、承压性能好。铝筒体锻件直径大、筒身高、壁厚厚、材质塑性敏感,相比普通铝环件,锻造成型、热处理、机加工环节难点更多,容易出现椭圆变形、筒身弯曲、壁厚不均、加工失圆等问题。本文梳理铝筒体锻件核心锻造难点,分享精密铝锻件加工控制技巧,提升成品合格率与装配精度。
铝筒体锻件第一大锻造难点:材质锻造温区窄、极易开裂。铝合金本身锻造温度窗口很小,筒体结构高、截面厚,加热过程容易出现表层温度高、芯部温度低,锻造时筒口、边角位置塑性不足,产生微裂纹、崩角开裂;温度稍高又会晶粒粗大、材质过烧,整体强度韧性下降,工艺温控容错率极低。
第二难点:成型易椭圆、筒身易弯曲。铝筒体自重较大、筒壁环形刚性弱,锻造扩孔、碾环轧制过程中,金属周向流动不均匀、支撑点位偏移,极易出现两头扁中间鼓的椭圆变形;筒身高度过大,锻造受力不均容易产生筒身弯曲、同轴度超差,后期整形难度极大。

第三难点:热处理易翘曲变形。大尺寸铝筒体锻件体积大、壁厚不均,固溶加热与水冷冷却时,内外、上下温差大,热胀冷缩不同步,产生较大组织应力,导致端面翘曲、筒身扭曲、平行度超标,一旦变形很难校正,直接报废。
第四难点:机加工易装夹变形、应力回弹。铝筒体材质偏软、环形刚性差,立车加工装夹时,单点夹紧容易产生弹性形变,加工尺寸合格,松开卡盘立刻失圆;粗加工去除余量后,内部残余应力重新分布,放置一段时间出现筒身变形、圆度超差,影响装配精度与密封性。

针对以上锻造难点,成熟厂家采用专属工艺控制:
1. 采用分段梯度加热,延长恒温均热时间,保证筒件内外温度完全一致,塑性均匀,从源头杜绝锻造开裂。
2. 锻造碾环采用多点对称支撑、低速慢轧、微量多次进给,均匀控制金属流动,修正圆度与筒身直线度,规避椭圆与弯曲缺陷。
3. 热处理采用立放吊装进炉、同温区均匀摆放,梯度升温、缓慢冷却,减小温差应力;利用热处理余热做轻微热校正,修复微小翘曲。
精密铝筒体锻件加工核心技巧:第一,粗精分开、必做时效。粗加工去除大部分余量后,静置释放残余应力,再进行精加工,防止应力回弹造成后期变形。第二,优化装夹方式,采用软爪、多点均布支撑、对称轻微夹紧,禁止单点强力硬夹,减少弹性形变。第三,选用适配铝合金专用刀具,小切深、低进给、多次走刀,降低切削热与振纹,保证表面光洁度与尺寸精度。第四,多点均分检测,按八等分、十二等分点位测量内径、外径、壁厚、同轴度,及时微调补偿,避免局部偏差漏检。第五,成品平稳立放储存,避免平放受压、单点悬空受力,保护加工精度长期稳定。
吃透铝筒体锻件锻造难点,运用合理温控、对称成型、热处理防变形、精密装夹加工等技巧,能够稳定产出圆度规整、同轴度达标、壁厚均匀、精度可靠的铝筒体锻件,满足压力容器、航空新能源、重工装备的高标准使用需求。
我们只做好锻件 大型锻件www.sxdxdz.com

文章原创如需转载请注明永鑫生锻造厂提供!



