 新浪微博
新浪微博 腾讯微博
腾讯微博

带粗大头部的长杆类锻件的工艺及模具特点
发布时间:2018-04-21 点击数:4027
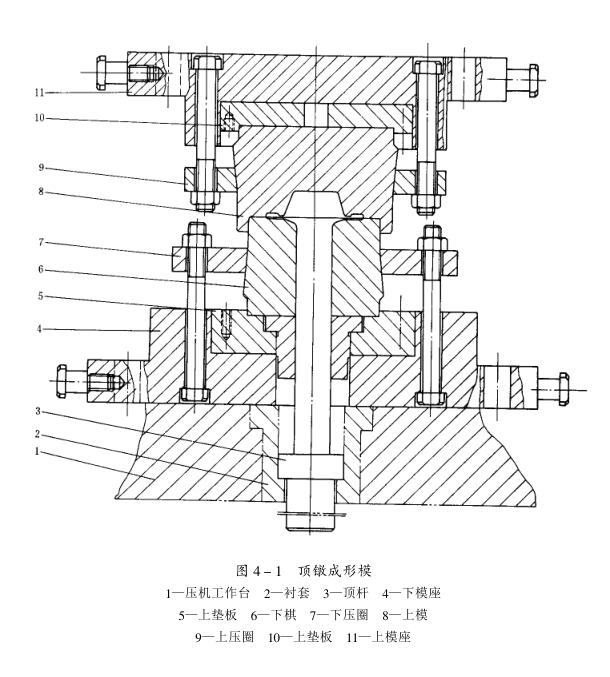
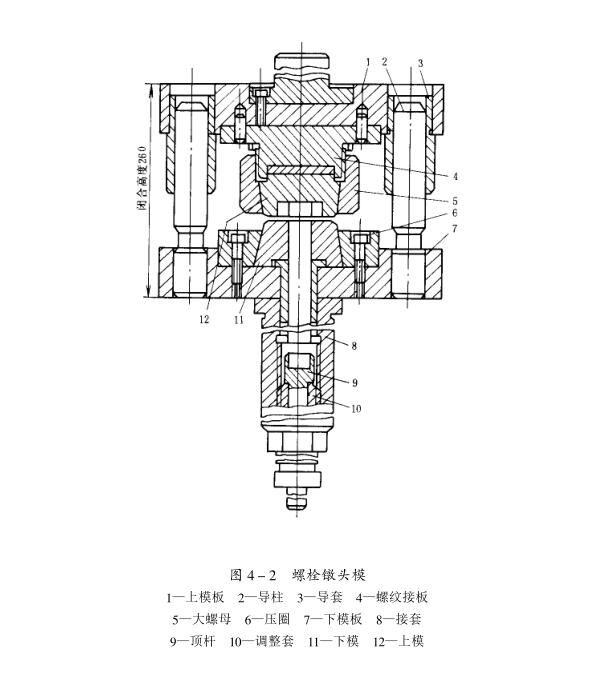
此类锻件中用得最多的是由长杆毛坯一次局部顶镦成形的锻件,模具实例如图4-1和图4-2所示。毛坯的直径与锻件杆部直径相同,锻前一般只对毛坯需要顶镦的部分局部加热,锻后锻件的头部带有较小的横向毛边。在靠近头部的杆部,由于受头部温度的影响,顶镦后直径会加粗1~3mm左右。
在操作工艺及模具上采取一些特殊措施,用螺旋压力机还可锻一些不能一次顶镦成形的锻件。
例如图4-3所示是在600kN摩擦压力机上用可移动的两工位上模完成顶镦和成形二工步的模具。
对于头部带有较大内凹的锻件,虽然头部毛坯的长径比并不大,但为保证头部成形良好,一般也需采用镦粗和成形二个工步。图4-4是在1600kN的摩擦压力机上锻该种件的模具示例。
镦粗是借助于手动而临时放在毛坯上的活动整块由上模7加压而实现的,镦粗后,取下活动垫块,进行第二成形工步。


头部体积较大的长杆件,常用的方法是与其它设备联合模锻。生产批量不大时、常用大于锻件直径的杆料在空气锤上摔细杆部,在摩擦压力机上顶镦成形头部。

生产批量较大时。则用与锻件直径相同的长杆料在电镦机上顶镦出头部毛坯,在摩擦压力机上顶镦成形锻件头部。
当锻件较长时,应注意校核锻前所用毛坯是否能放入模中。毛坯长度一般应小于锻模开启空间高度。
我们只做好锻件 大型锻件www.sxdxdz.com

文章原创如需转载请注明永鑫生锻造厂提供!



