 新浪微博
新浪微博 腾讯微博
腾讯微博

山西永鑫生:锻造锻件时金属的锻前加热
锻前加热的目的
在锻造、轧制等热成形过程中,需要将变形金属加热到一定的温度进行成形,获得所需要的形状和尺寸。锻前加热的主要目的是:提高金属的塑性,以利于锻件成形和获得良好的组织和性能;降低变形抗力,以便减少加工设备的能耗及提高锻模的使用寿命。锻造前加热是整个锻造过程中的重要坏节之一。对提高锻件生产率、保证锻件质量及节约能源消耗等都有直接影响。
锻前加热的方法
锻造前金属的加热方法,按采用的热源不同,分为火焰加热和电加热两大类。
1.火焰加热
火焰加热是利用燃料,如煤、焦炭、敢油、煤气、天然气等,在加热炉内燃烧所产生的热量,使坯料加热到所要求的温度。
火焰加热时,加热温度低于700℃时,加热主要通过高温气体的对流传热,使毛坯加热。温度高于700℃以后,毛坯加热通过辐射传热为主。
火焰加热的优点:燃料来源方便,炉子维修及其加热费用低,加热适应性强。加热坯料的尺寸范围较大等。燃料加热方法已广泛应用于各种坯料的加热。
火焰加热的缺点:劳动条件差,加热速度慢,热效率低,温度与加热质量较难控制等。
2.电加热
电加热是利用电能转换为热能来加热坯料,按其传热方式分为电阻加热和感应加热。电加热的优点:升温快:炉温容易控制,氧化、脱碳和污染较少,劳动条件好,便于实现自动化和机械化。不足之处是设备投资较大、炉子结构复杂。
(1)电阻加热。电阻加热根据电阻发热元件不同分为电阻炉加热、接触电加热、盐浴炉加热等。
锻造锻件时的电阻炉加热是利用电流通过炉内的电热体产生的热量,加热炉内金属坯料,其原理图如图3-1所示。这种加热方法的加热温度受电热体的使用温度的限制,常用的电热体有金属电热体(镍铬丝、铁铬铝丝等)和非金属电热体(碳化硅棒、二硅化铂棒等),和其他电加热法相比,电阻炉的热效率和加热速度较低,但对坯料加热的适应性较广,有利于实现机械化、自动化加热。可实现保护气体进行少无氧化加热。
接触电加热的原理如阁3-2所示。将被加热的坯料直接接入电路,当电流通过坯料时,因坯料自身的电阻产生电阻热使坯料得到加热。坯料电阻值很小,要产生大量的电阻热,必须通入很大的电流。因此在接触电加热中采用低电压大电流,变压器的副端空载电压一般为2~15V。
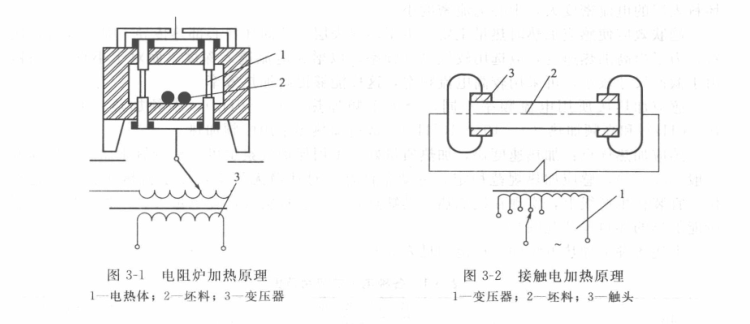
接触电加热除了具有电加热的共同优点外,由于它是直接在被加热的坯料上将电能转化为热能,具有设备构造简单、热效率高、操作简单、耗电少、成本低等优点,特别适于细长棒料和棒料局部加热,加热细长棒料的效果比感应加热要好。但是它要求被加热的坯料表面光洁、下料规则、端面平整,但加热温度的测量和控制比较困难。
盐浴炉加热是电流通过炉内电极产生的热量把导电介质熔融,通过高温介质的对流与传导将埋入盐介质中的金属坯料加热,内热式电极盐浴炉原理如图3-3所示。这种方法加热速度快,加热温度均匀,吋以实现金属坯料的整体或局部的无氧化加热,减少和防止氧化和脱碳现象。盐浴表面热辐射损失大,辅助材料消耗大,劳动条件差。
(2)感应电加热。感应电加热近年来应用越来越广泛,特别是大量用于精密成形的加热。这是因为感应电加热具有加热速度快、加热质量好、温度易于控制、金属烧损少、操作简单、工作稳定、便于实现机械化、自动化。感应电加热劳动条件好,对环境没有污染。其缺点是:设备投资费用高、毎种规格感应器加热的坯料尺寸范围窄,耗能大于接触电阻加热,小于电阻炉加热。感应加热的原理如阁3-4所示,在感应器通入交变电流产生的交变磁场作用下,置于交变磁场中的金属坯料内部便产生交变电势并形成交变涡流。由于金属毛坯电阻引起的涡流发热和磁滞损失发热,使坯料得到加热。由于感应加热时的趋肤效应,金属坯料表层的电流密度大,中心电流密度小。
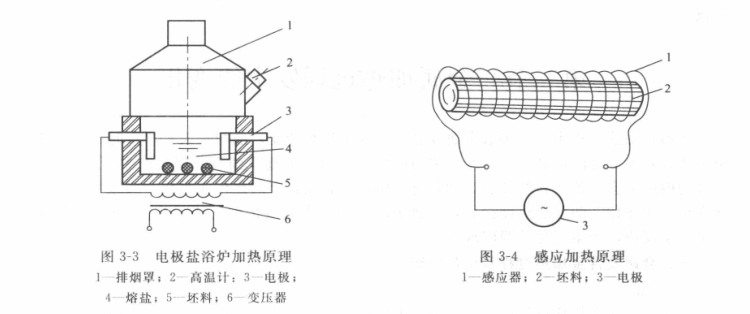
趋肤效应使感应加热时热量主要产生于坯料表层,并向坯料心部热传导。对于大直径坯料,为了提高加热速度.应选用较低电流频率,以增大电流透入深度。而对于小直径坯料,由于截面尺寸较小,可采用较高电流频率,这样能够提高加热效率。
感应加热按所用电流频率不同,分为工频加热(f/=50Hz),中频加热(f/=500~10000Hz)和高频加热。锻造加热多采用中频加热。
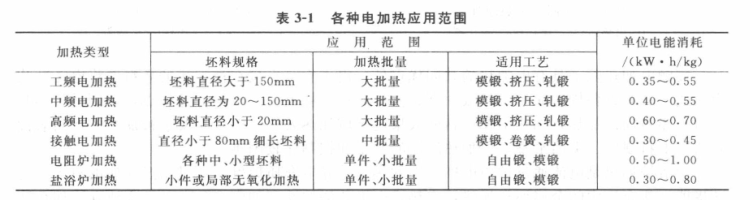
感应加热优点:加热速度快,加热质量好,不用保护气氛也可实现少氧化加热(烧损率一般<0.5%),感应加热规范稳定,劳动条件好,对环境无污染,便于机械化、自动化操作,宜装在生产线上,实现在线加热。其缺点是:设备投资大,耗电量大,一种规格感应器所能加热的坯料尺寸范围窄。上述各种电加热方法的应用范围见表3-1。
加热方法的选择要根据具体的锻造要求及投资效益、能源情况、环境保护等多种因素来确定。燃料加热目前应用比较广泛,大型锻件往往以燃料加热为主,对于中小型锻件可以选择燃料加热,电加热主要用于加热质量要求高的铝、镁、钛、铜和一些高温合金的锻造加热。
山西永鑫生锻造有限公司,位于山西省忻州市定襄县师家湾工业区,是一家以生产车轮锻件、环形锻件、轴类锻件、筒体锻件、齿轮锻件、不锈钢锻件、大型法兰等各类金属制品,是一家专业锻造加工生产锻件的企业。产品均可按照图纸、化学成分生产,自由锻、模锻、粗加工、热处理、精加工一体化完成。长期与起重机、石油、化工、矿山、冶金、液压、焦化、火车、工程机械等企业合作。配套生产车轮、滑轮、链轮、齿轮、齿圈、环件、筒类、轴类、缸体、方块、模块、支撑座、法兰等锻件产品。
我们只做好锻件 大型锻件www.sxdxdz.com

文章原创如需转载请注明永鑫生锻造厂提供!



